
- 公司名称:济南利美机电科技有限公司
- 联系人:丁明杰
- 手机:18953195653
- 公司地址:山东省济南市槐荫区新沙工业园南区。国内多个办事处。
手动型振动时效

- 产品名称:口碑好的振动时效_振动时效处理机相关-济南利美机电科技有限公司
- 产品价格:面议
- 产品数量:1
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-07-29
产品说明
激振器内连接导线采用特殊结构,能够在高频率共振工作状态下长期使用。振动消除应力是对构件施加一交变应力,如果交变应力幅与构件上某些点所存在的残余应力之和达到材料的屈服极限时,这些点将产生塑性变形!如果这种循环应力使某些点产生晶格滑移,尽管宏观上没有达到屈服极限,也同样会产生微观的塑性变形,况且这些塑性变形往往是首先发生在残余应力点上,因此使这些点受约束的变形得以释放从而降低了残余应力.这就是用振动时效可以消除残余应力的机理.
构件经过焊接、铸造、锻造、机械加工等工艺过程,在其内部产生了残余应力,它影响了构件的尺寸稳定性、刚度、强度、疲劳寿命和机械加工性能,甚至会导致裂纹和应力腐蚀!去应力就是降低残余应力,使构件尺寸的精度稳定。目前时效的方法主要有三种,自然时效、热时效、振动时效!自然时效是古老的方法,它是把构件置于室外,让其经过气候、温度的反复变化,在反复温度应力作用下,使残余应力松弛、尺寸精度获得稳定。一般认为,经过一年自然时效的工件,残余应力仅下降2~10%,但是却较大地提高了工件的松弛刚度,因而工件的尺寸稳定性很好!
哪里有振动时效价格_时效振动仪使用方法相关-济南利美机电科技有限公司
口碑好的振动时效
节约能源,降低成本,无废渣、废气及辐射等污染。在工件的共振频率下进行时效处理,耗能极小!实践证明,功率为0!25至1马力的机械式激振器可振动150吨以下的工件!其能源消耗仅为热时效的3~5%,成本仅为热时效的8~10%!加之热时效时均需要以煤、油等做为燃料不可必免地要排出大量的废渣、废气等不能够满足越来越高的环保要求!故振动时效已逐渐成为去应力的选择!机械性能显著提高。经过振动时效处理的工件其残余应力可以被消除20~80%左右,高拉应力区消除的比低应力区大。
我们推荐口碑好的振动时效
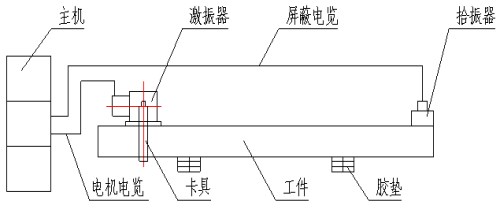
★电路具有移相范围宽,自动稳压,过流截止保护的功能。★电流补偿技术,时效频率控制精度稳定★操作简单、使用方便、经济实用。现在的振动工艺装备如图所示:它是将一个具有偏心重块的电机系统(激振器)用卡具安放在工件上并将工件用胶垫等弹性物体支承,如图所示。通过主机控起动电机并调节其转速,使工件处于共振状态!一般工件经15-30分钟的振动处理即可达到调整残余应力的目的。激振器是工件共振的共振源,激振器的好坏关系到整套设备的使用寿命,我公司的激振器均采用稀土永磁高速直流激振器,这种激振器具有良好的启动性和调速性,控制电路稳定具有较大的转矩,通过PWM脉宽调制技术在0-10000r/min的转速范围内,可轻松将转速精度控制在±1rpm的范围,激振器使用高强度合金材料制造,重量轻,便于搬运操作,激振器的轴承使用了防止跑wai圈结构,经久耐用,且安全性更高!
可提高使用强度和疲劳寿命,而且从根本上防止了金属在热时效过程中产生的翘曲变形、氧化、脱碳及硬度降低等缺陷!还可以提高构件抗变形的能力,稳定构件的精度,提高机械质量。手动型振动时效机采用共振的原理对工件进行时效处理,当激振器的转速与工件本身的固有频率相吻合时,工件会产生共振,用手摸上去有强烈的震感,同时工件会发出嗡嗡的共鸣声,简单易操作!★手动快速扫频、升速、降速和快慢由操作者任意控制!★数码数字显示,电压电流体现更直观。
但因其时间太长,一般不在实际生产中采用!热时效是传统的时效方法,它是利用热处理当中的退火技术,通常是将工件加热到500~650℃进行较长时间的保温后再缓慢冷却至室温.在热的作用下通过原子扩散及塑性变形使内应力消除!从理论上讲采用热时效时,只要退火温度和时间适宜,应力可以完全消除!但在实际生产中通常认为建议可以消除残余应力的70~80%,与此同时它能造成工件材料表面氧化、硬度及机械性能下降等缺陷。因此,人们一直在研究更好的方法来消除残余应力.
正规振动时效厂家_振动时效使用相关-济南利美机电科技有限公司

根据赛迪顾问提供的预测数据,预计2005~2009年中国电源管理市场的年复合增长率将高达28.7%。到2009年,中国电源管理市场将达到582.6亿元。预计在未来几年内,随着中国电子整机产品的增长和产品升级的加快,中国电源管理市场将一直保持较高的增长速度。预计2006~2007年,中国电源管理市场将进入一个加速发展的时期。从2008年开始,随着全球电子整机产品向中国的转移速度逐渐放缓,中国电源管理市场将进入稳定增长期,其销售额依旧保持较高增长速度,但增幅会逐年减小。
供应商信息
