欢迎访问河南省永丰模具有限公司的网站
欢迎访问河南省永丰模具有限公司的网站

- 公司名称:河南省永丰模具有限公司
- 联系人:赵经理
- 手机:18837377787
- 公司地址:新乡市宏力大道西贾桥工业区12号
塑料模具
- 您当前的位置:
- 首页>
- 产品中心 >塑料模具 >小型塑料模具价格-河南省永丰模具有限公司

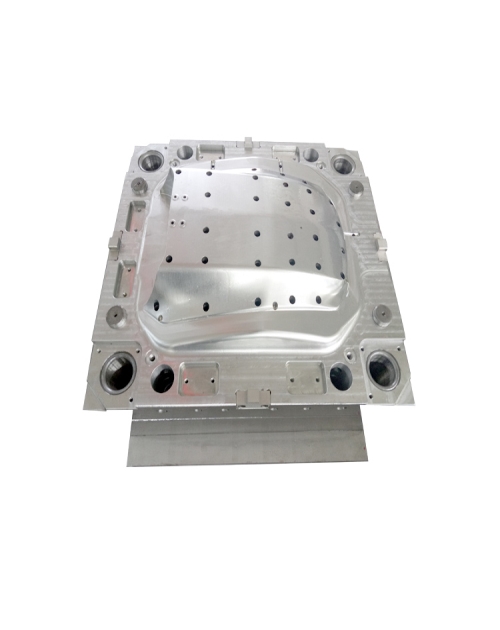
- 产品名称:小型塑料模具价格-河南省永丰模具有限公司
- 产品价格:面议
- 产品数量:10000
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-06-16
产品说明
所以产品价格仅供参考,如需订购,价格详情需要双方洽谈协商后再定!汽车,餐具,仪表,日用品,工艺品,手机,食品,电子,医疗,家电主要加工设备CNC加工中心,车床,火花机,注塑机货号YF0861加工设备数量20河南省永丰模具有限公司专业模具设计制造,注塑加工一条龙服务的实力厂家,因注塑模具加工行业的特殊性,网站上所展示的产品只是告知有需求的客户,我们有能力可以做这类的定制产品,而具体产品开模与注塑加工的价格,是根据客户要求,工世难易度,订单数量等因素核算成本后报价的!
准纳期:生产计划专人跟进,向客户主动汇报生产进度,交货期只能提前,不能推后!智能化:以满足产品高品质、高效率、自动化为前提,确保实现车间智能化管理。河南省永丰模具有限公司专业模具设计制造,注塑加工一条龙服务的实力厂家,因注塑模具加工行业的特殊性,网站上所展示的产品只是告知有需求的客户,我们有能力可以做这类的定制产品,而具体产品开模与注塑加工的价格,是根据客户要求,工世难易度,订单数量等因素核算成本后报价的。
所以产品价格仅供参考,如需订购,价格详情需要双方洽淡协商后再定.模具加工流程,审图——备料——加工——模架加工——模芯加工——模具零件加工——检验——装配——试模——批量生产模具中期:项目跟单,随时向客户提供模具的进度选择永丰模具厂家的五大优势:自动化:满足客户要求的自动化,流道自动脱落,机械手代替人工操作!高品质:满足客户要求的产品品质,确保产品无外观缺陷,等一切不良问题.高效率:满足客户生产需求,提高生产效率,产品冷却充分,开模周期更短!
公司产品设计均为模具行业专业设计人员,本着以先进的技术和多年积累的经验相结合,确保在短周期内设计出工艺优,结构合理,易调试,安全稳定的模具.公司产品设计软件介绍正版UG0专用于模具设计、产品分析、CNC编程、电极拆分;目前是模具行业通用软件,使用率较高。正版CATIA专用于产品分析,产品运动仿真,B面设计;目前是产品行业通用软件,使用率较高且与主机厂使用一致;部分用于模具设计!此软件在国外使用率高,同样也是国外模具行业通用软件之一!
小型塑料模具价格
公司是一家以塑料模为主的企业,主打塑料模具,更多产品详详情请拨打电话:18837377787经理 或到访新乡市宏力大道西贾桥工业区12号。河南省永丰模具有限公司期待与您一起合作共赢,在追求低价格高效率,快速度的同时,更注重质量的保证,努力为客户做好每一件产品,做到在成长中求发展,始终保持一种尽善尽美的工作态度,满怀希望和热情的朝着目标努力。
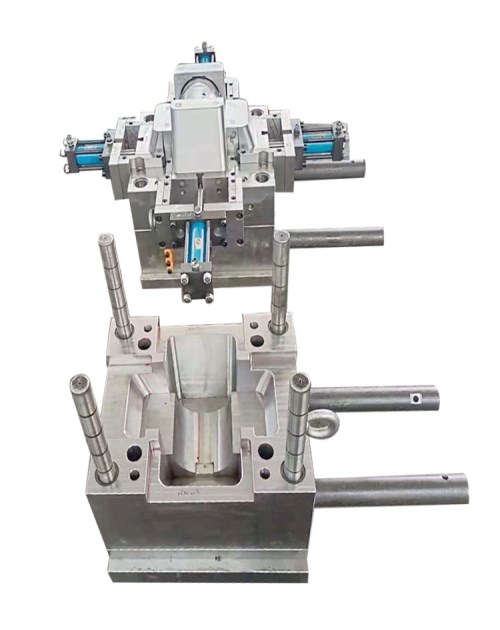
济源小型塑料模具公司_制作塑料模具相关-河南省永丰模具有限公司
制造塑胶模具各类产品外壳模具设计开发塑料注塑模具生产加工主要加工设备CNC加工中心,车床,火花机,注塑机货号YF0862加工设备数量20加工能力注塑模具定制,注塑加工量产工艺类型注射成型模模具分型面数目多个分型面型腔数目多型腔模具模具安装方式固定式模具适用范围价格说明:致:各位新老客户我公司为专业模具设计制造、注塑加工的企业,因注塑模具加工行业的特殊性,公司网站展示的产品只是告知有需求的客户,我们有能力可以做这类的定制产品,而具体产品开模与注塑加工的价格,是要根据客户要求、工艺难易度、订单数量等因素核算成本后报价的!
所以产品价格仅供参考,如需订购,价格详情需要双方洽淡协商后再定!模具加工流程,审图——备料——加工——模架加工——模芯加工——模具零件加工——检验——装配——试模——批量生产模具中期:项目跟单,随时向客户提供模具的进度选择永丰模具厂家的五大优势:自动化:满足客户要求的自动化,流道自动脱落,机械手代替人工操作!高品质:满足客户要求的产品品质,确保产品无外观缺陷,等一切不良问题!高效率:满足客户生产需求,提高生产效率,产品冷却充分,开模周期更短!
塑料模具生产厂家有哪些价格便宜?
锦亮塑料模具厂是凭借良好的*口碑,赢得了广大消费者的信赖与好评,塑料模具、吹塑模具、中空模具、吹瓶模具质量优异,价格比同行业低,期待您光临选购。锦亮塑料模具厂生产的塑料模具、吹塑模具、中空模具、吹瓶模具跟的上社会发展的潮流,我们用质量说话,凭信誉办厂,讲的是诚信,欢迎您拨打我公司热线。
锦亮塑料模具厂累计多年的经验,引进专业的技术人员,只为消费者提供质美价优的塑料模具、吹塑模具、中空模具、吹瓶模具,欢迎您来我厂参观选购,欢迎您到来。锦亮塑料模具厂完善的技术,先进的设备,专业的技术人员,庞大的公司规模,我们一心为您提供物美价廉的塑料模具、吹塑模具、中空模具、吹瓶模具,欢迎您购买。
锦亮塑料模具厂累计多年的经验,引进专业的技术人员,只为消费者提供质美价优的塑料模具、吹塑模具、中空模具、吹瓶模具,欢迎您来我厂参观选购,欢迎您到来。锦亮塑料模具厂完善的技术,先进的设备,专业的技术人员,庞大的公司规模,我们一心为您提供物美价廉的塑料模具、吹塑模具、中空模具、吹瓶模具,欢迎您购买。
塑料模具装配工艺卡怎么填?
注塑模具装配工艺过程卡 装配步骤 装 配 说 明 精修定模 1。 定模前工序的完成情况:外形粗加工,每边留余量1mm,两平面磨保证平行度,并留有修边余量; 2。
型腔用铣床加工或用电火花加工,深度按要求留加工余量抛光; 3。 用油石修光型腔表面; 4。 控制型腔深度磨分型面。 精修动模板型槽、型孔、型芯 1。 按划线方法加工动模板型槽、型孔; 2。 按图样将预加工的动模型芯,精修成型,钻铰顶件孔。
配镗导柱、导套孔(采用标准模架的已完成) 1。 用工艺孔或定模、动模定位,将定模、动模板叠合在一起,使分型面紧密贴合,然后夹紧,镗削导柱、导套孔; 2。 锪导套、导柱孔的台肩。 复钻各螺孔及推件孔 1。 定模与定模固定板叠合在一起夹紧,复钻螺孔; 2。
动模固定板、垫板、支承板和动模板叠合夹紧,复钻螺孔。 动模板与定模板之间的配合 将动模板上的型芯与定模板上的型腔配合,并保证两板之间配合紧密。 压入导柱和导套 1。 将导套压入定模板; 2。 将导柱压入动模板; 3。 检查导柱、导套配合的松紧程度 磨安装基面 1。
将定模板上基面磨平 2。 将动模板下基面磨平 复钻顶杆固定板上的推杆空 通过动定板及型芯,引钻顶杆固定板上的推杆孔,卸下后再复钻顶杆固定板各孔及沉头孔。 将浇口套压入定模板 用压力机将浇口套压入定模板。 装好定模部分 定模板及定模固定板复钻螺孔、销孔后,拧入螺钉紧固。
装好动模部分 将动模固定板、垫板、支承板、动模板复钻后,拧入螺钉固紧。 修正推杆及复位杆 1。 将动模部分全部装配后,使支承板底面和推板紧贴于固定板上,自推板表面测出推杆、复位杆及顶杆长度; 2。 修磨长度后,进行装配,并检查它们的灵活性。
试模与调整 各部分装配完后,进行试模、检查制品,验证模具质量状况,发现问题予以调整。
型腔用铣床加工或用电火花加工,深度按要求留加工余量抛光; 3。 用油石修光型腔表面; 4。 控制型腔深度磨分型面。 精修动模板型槽、型孔、型芯 1。 按划线方法加工动模板型槽、型孔; 2。 按图样将预加工的动模型芯,精修成型,钻铰顶件孔。
配镗导柱、导套孔(采用标准模架的已完成) 1。 用工艺孔或定模、动模定位,将定模、动模板叠合在一起,使分型面紧密贴合,然后夹紧,镗削导柱、导套孔; 2。 锪导套、导柱孔的台肩。 复钻各螺孔及推件孔 1。 定模与定模固定板叠合在一起夹紧,复钻螺孔; 2。
动模固定板、垫板、支承板和动模板叠合夹紧,复钻螺孔。 动模板与定模板之间的配合 将动模板上的型芯与定模板上的型腔配合,并保证两板之间配合紧密。 压入导柱和导套 1。 将导套压入定模板; 2。 将导柱压入动模板; 3。 检查导柱、导套配合的松紧程度 磨安装基面 1。
将定模板上基面磨平 2。 将动模板下基面磨平 复钻顶杆固定板上的推杆空 通过动定板及型芯,引钻顶杆固定板上的推杆孔,卸下后再复钻顶杆固定板各孔及沉头孔。 将浇口套压入定模板 用压力机将浇口套压入定模板。 装好定模部分 定模板及定模固定板复钻螺孔、销孔后,拧入螺钉紧固。
装好动模部分 将动模固定板、垫板、支承板、动模板复钻后,拧入螺钉固紧。 修正推杆及复位杆 1。 将动模部分全部装配后,使支承板底面和推板紧贴于固定板上,自推板表面测出推杆、复位杆及顶杆长度; 2。 修磨长度后,进行装配,并检查它们的灵活性。
试模与调整 各部分装配完后,进行试模、检查制品,验证模具质量状况,发现问题予以调整。
我国的铸造模具产业只有从技术上完全脱离依靠才能从根本上独立。为了摆脱这种长期依赖的局势,国内的部门铸造企业开始通过自主开发获取市场。目前,铸造模具企业为了缩短制模周期、提高市场竞争力,采用高速切削加工技术越来越多。HSM一般主要用于大、中型模具加工,如汽车覆盖件模具、压铸模、大型塑料模具等曲面加工,其曲面加工精度可达0.01mm。在生产中采用数控高速铣削技术,可大大缩短制模时间。经高速铣削精加工后的模具型面,仅需略加抛光便可使用,节省了大量修磨、抛光时间。增加数控高速铣床,是模具企业设备投资的重点之一。
供应商信息