 欢迎访问山东特创新材料科技有限公司的网站
欢迎访问山东特创新材料科技有限公司的网站

- 公司名称:山东特创新材料科技有限公司
- 联系人:李总
- 手机:13563068887
- 公司地址:山东省济南市天桥区
反应器
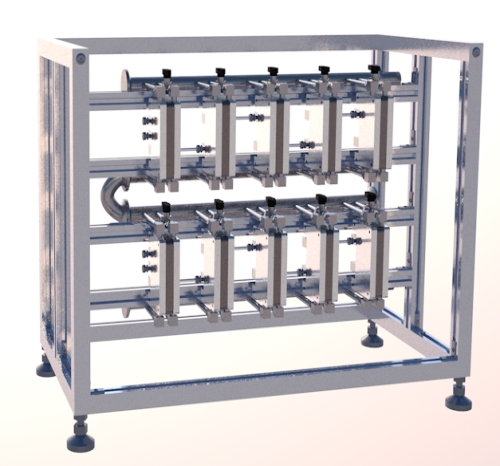
- 产品名称:湖北正规反应器哪款好用_化学反应器相关-山东特创新材料科技有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:999
- 保质/修期单位:年
- 更新日期:2021-09-22
产品说明
放大效应存在的根本原因,除了设备和原料引入的杂质可能导致副反应或副催化作用外,主要在于设备尺寸变化引起的介质的流动规律、机械效率和传热速率发生变化,而且这些变化并不协调相似.以传热速率为例,实验室1L反应器换热面积是0!03m3,工业生产规模1000L反应器换热面积是3m3,单位体积换热比表面积工业规模是实验室的1/10,在工业生产中势必由于传热不畅引起温度升高或降低,造成反应不能在佳温度条件下进行,产率降低.
反应过程涉及决定放大效应的各种因素——几何、运动、动力和传热,是放大效应存在的关键过程,同时反应过程决定配套的单元操作过程(物理过程)!在化工过程的开发中,只要反应过程的放大问题解决了,其他单元操作过程即可迎刃而解!因此,化工放大重点研究反应过程(反应器)的放大规律。随着制造技术、计算技术和测量技术的发展,国际上开发了多种化工放大的方法,有的已实现成功的应用,有的处于研发阶段。笔者根据化工过程开发实践经验并结合文献报道,总结了3种常用的放大方法——逐级经验放大、数学模拟放大和“量纲分析”放大,顺便总结了一种特殊类型反应器——微型反应器的放大方法!
但是,从反应过程中发生的σ合物来看,Id和IID特别稳定!因此,氯苯亲电取代反应,虽然比苯难以进行,但主要发生在氯原子的邻近和对位从空间效应的角度来看,氯原子体积大,阻碍了N02的邻近位置,从而减少了邻近位置产物的生成微通道内的反应过程与传统的批次反应技术相比,具有快速混合、传热、狭窄的停留时间分布、重复性好、系统响应快、自动控制方便、放大效果和高安全性能等优点!氯苯硝化为快速强放热反应,在传统的反应器中,反应释放的热量不能立即释放,反应温度不能制造,反应液混合不均匀等缺点,容易引起副反应、技术操作复杂、生产安全等问题。
湖北正规反应器哪款好用
南京药物混合设备厂家_耐高温碳化硅相关-山东特创新材料科技有限公司
在微通道反应器中,尺寸微化加强了设备的传热、传质过程,实现了技术的连续化!实验研究原料配比、反应温度、体积流速等主要因素对氯苯转化率、选择性等的影响1选择性比较在实验中,在微通道反应器和传统反应器各自的工艺条件下在微通道反应器中,氯苯的单程转化率相对较低,但获得的产品的邻近选择性明显提高,副产品相对较少!分析原因,尺寸被微型化的微通道反应器,强化了传热、传质过程,弱化了反应中邻位空间位阻效应,利于生成邻硝基氯苯,提高了氯苯邻位选择性2时空转化率比较时空转率(STC)定义为STC=△n/(V.

江苏纳米材料合成设备_碳化硅粉末相关-山东特创新材料科技有限公司
在化工生产中表现出了不一般的优势。现在简单介绍一下应用情况!01应用一:硝化反应硝化反应在农药、染料、香水以及活性药物中间体等的合成中占有重要地位,但目前工业上普遍采用间歇式操作,其生产过程中存在放热量大、选择性低、危险性高、环境污染、资源浪费等问题。微反应器作为、安全、环保、操作性强的新型反应设备,可凭借良好的传质、传热性能解决以上问题,同时可通过增加反应器数量进行处理量的放大,节省放大时间和成本!
江西哪里生产厌氧反应器?
别的不是很了解,有家叫山东万青环保科技的就生产厌氧反应器,并且他们公司是专业生产各种环保设备。不仅产品质量有保障并且价格也很合理。他们总公司虽然在山东,但是产品在江西也有销售。你可以咨询一下
安徽哪里生产厌氧反应器?
别的不是很了解,有家叫山东万青环保科技的就生产厌氧反应器,并且他们公司是专业生产各种环保设备。不仅产品质量有保障并且价格也很合理。他们总公司虽然在山东,但是产品在安徽也有销售。你可以咨询一下
厌氧反应器有什么优点?
厌氧反应器设备的主要优点:1、占地面积小由于该反应器的容积负荷率较高,而且由二级UASB叠加而成,故占地面积小。适宜于老厂改造或占地面积较小的场合。2、处理高SS含量废水不堵塞、不积累很多工业废水中由于含有大量的悬浮物,常规厌氧反应器(例如UASB和厌氧滤床)很难避免这些SS对反应器布水系统的堵塞,并在低上升流速下被积累于反应器中,逐步置换3、反应器内的(菌种)污泥,终导致厌氧反应器失...
厌氧反应器设备的主要优点:1、占地面积小由于该反应器的容积负荷率较高,而且由二级UASB叠加而成,故占地面积小。适宜于老厂改造或占地面积较小的场合。2、处理高SS含量废水不堵塞、不积累很多工业废水中由于含有大量的悬浮物,常规厌氧反应器(例如UASB和厌氧滤床)很难避免这些SS对反应器布水系统的堵塞,并在低上升流速下被积累于反应器中,逐步置换3、反应器内的(菌种)污泥,终导致厌氧反应器失效。该反应器进水是在很小的底面积上使用大口径的特殊布水系统,因此不存在堵塞的问题。同时反应器内非常高的上升流速和剧烈的内循环混合作用,使得小悬浮物可以安全的冲出反应器而不在反应器内停留和积累,因此,反应器的效能在长期运行中可以得到保障。4、抗冲击负荷能力强工业废水水质水量上波动较大,该反应器由于具有内循环自我调节功能,因此能够很好的抗废水的负荷冲击。5、项目建设快,生物启动快反应器通常采用钢结构,可在土建基础施工的同时加工,因此可大大的节省了项目的建设时间。整个生物启动在有颗粒污泥情况下可在2~4周内完成。6、维修成本低,使用寿命长
厌氧反应器设备的主要优点是:1.ASB内污泥浓度高,平均污泥浓度为20-40gVSS/1; 2.有机负荷高,水力停留时间短,采用中温发酵时,容积负荷一般为10kgCOD/m3.d左右; 3.无混合搅拌设备,靠发酵过程中产生的沼气的上升运动,使污泥床上部的污泥处于悬浮状态,对下部的污泥层也有一定程度的搅动; 4.污泥床不填载体,节省造价及避免因填料发生...
厌氧反应器设备的主要优点是:1.ASB内污泥浓度高,平均污泥浓度为20-40gVSS/1; 2.有机负荷高,水力停留时间短,采用中温发酵时,容积负荷一般为10kgCOD/m3.d左右; 3.无混合搅拌设备,靠发酵过程中产生的沼气的上升运动,使污泥床上部的污泥处于悬浮状态,对下部的污泥层也有一定程度的搅动; 4.污泥床不填载体,节省造价及避免因填料发生堵赛问题; 5.厌氧反应器设备内设三相分离器,通常不设沉淀池,被沉淀区分离出来的污泥重新回到污泥床反应区内,通常可以不设污泥回流设备.
厌氧反应器优点:1、沼气利用价值高2、节省基建投资和占地面积3、抗冲击负荷能力强4、出水稳定性 好5、抗低温能力强6、具有缓冲PH的能力7、内部自动循环,不必外加动力
厌氧反应器设备的主要优点:1、占地面积小由于该反应器的容积负荷率较高,而且由二级UASB叠加而成,故占地面积小。适宜于老厂改造或占地面积较小的场合。2、处理高SS含量废水不堵塞、不积累很多工业废水中由于含有大量的悬浮物,常规厌氧反应器(例如UASB和厌氧滤床)很难避免这些SS对反应器布水系统的堵塞,并在低上升流速下被积累于反应器中,逐步置换3、反应器内的(菌种)污泥,终导致厌氧反应器失效。该反应器进水是在很小的底面积上使用大口径的特殊布水系统,因此不存在堵塞的问题。同时反应器内非常高的上升流速和剧烈的内循环混合作用,使得小悬浮物可以安全的冲出反应器而不在反应器内停留和积累,因此,反应器的效能在长期运行中可以得到保障。4、抗冲击负荷能力强工业废水水质水量上波动较大,该反应器由于具有内循环自我调节功能,因此能够很好的抗废水的负荷冲击。5、项目建设快,生物启动快反应器通常采用钢结构,可在土建基础施工的同时加工,因此可大大的节省了项目的建设时间。整个生物启动在有颗粒污泥情况下可在2~4周内完成。6、维修成本低,使用寿命长
厌氧反应器设备的主要优点是:1.ASB内污泥浓度高,平均污泥浓度为20-40gVSS/1; 2.有机负荷高,水力停留时间短,采用中温发酵时,容积负荷一般为10kgCOD/m3.d左右; 3.无混合搅拌设备,靠发酵过程中产生的沼气的上升运动,使污泥床上部的污泥处于悬浮状态,对下部的污泥层也有一定程度的搅动; 4.污泥床不填载体,节省造价及避免因填料发生...
厌氧反应器设备的主要优点是:1.ASB内污泥浓度高,平均污泥浓度为20-40gVSS/1; 2.有机负荷高,水力停留时间短,采用中温发酵时,容积负荷一般为10kgCOD/m3.d左右; 3.无混合搅拌设备,靠发酵过程中产生的沼气的上升运动,使污泥床上部的污泥处于悬浮状态,对下部的污泥层也有一定程度的搅动; 4.污泥床不填载体,节省造价及避免因填料发生堵赛问题; 5.厌氧反应器设备内设三相分离器,通常不设沉淀池,被沉淀区分离出来的污泥重新回到污泥床反应区内,通常可以不设污泥回流设备.
厌氧反应器优点:1、沼气利用价值高2、节省基建投资和占地面积3、抗冲击负荷能力强4、出水稳定性 好5、抗低温能力强6、具有缓冲PH的能力7、内部自动循环,不必外加动力
走进潢涌,到处是绿树葱郁、鸟语花香,环绕该村的一条河涌,水质清澈,群众安居乐业。潢涌村是造纸名村,也是闻名的岭南水乡,同时是东莞造纸产业群所在地,环保让产业发展与自然环境有机地融合。走进该村的金洲纸业有限公司,记者在废水处理区看到暗黄色的污水通过处理系统的多次循环,水质逐渐变得清澈。“污水处理技术已很成熟,这样的水质用来浇花,甚至养鱼都是没问题的。”该公司技术部负责人表示,废水处理工艺采用“IC反应器+好氧活性污泥法+高级氧化技术的处理方法,通过厌气处理技术、高效的射流曝气系统、高级氧化深度处理技术等新技术的应用,达到排放标准。
供应商信息




