欢迎访问新乡市环宇滤器制造股份有限公司的网站
欢迎访问新乡市环宇滤器制造股份有限公司的网站

- 公司名称:新乡市环宇滤器制造股份有限公司
- 联系人:张经理
- 手机:15893803188
- 公司地址:河南省新乡市延津县产业集聚区瑞鑫路8号
烧结滤芯
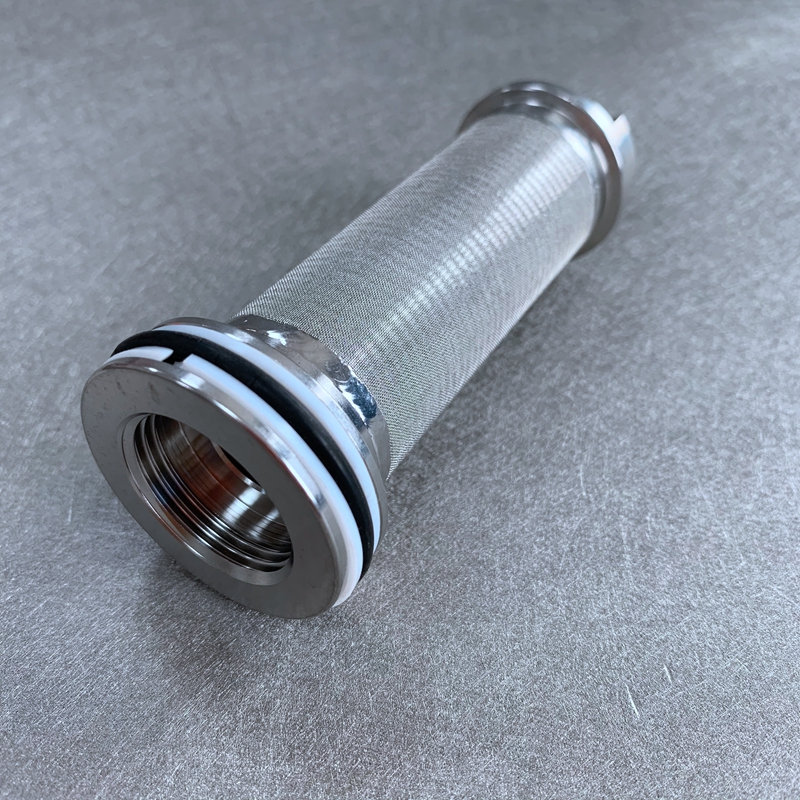
- 产品名称:烧结滤芯清洗_江西pa烧结滤芯 熔喷炭棒_新乡市环宇滤器制造股份有限公司
- 产品价格:100.00
- 产品数量:100
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-12-25
产品说明
铜粉烧结滤芯安装不当.滤芯的安装要做到准确稳定,而如果在滤芯没有固定好就已经开始了过滤工作,从而会使滤芯被破坏.铜粉烧结滤芯堵塞,没有及时更换.滤芯在工作中被污染物严重阻塞而未得到及时清洗,导致滤芯压差增大,滤芯强度不够而导致滤芯吸扁.铜粉烧结滤芯技术规格铜粉烧结滤芯的应用范围1)用于高温环境作分散冷却材料;2)用于气体分布,液态化床孔板材料;如在粉体行业中气体均匀化的应用,钢铁行业中的流化板;3)用于高精度,高可靠高温过滤材料;如化纤薄膜工业中各种聚合物熔体的过滤净化,石油化工行业中各种高温,腐蚀液的过滤,制药行业中的物料的过滤,洗涤干燥;4)用于高压反冲洗油过滤器!
黑龙江烧结网_辽宁买到烧结网如何加工成不同形状_新乡市环宇滤器制造股份有限公司
以上范围内的尺寸可根据用户要求订做。双相钢符合烧结网选购时要注意考虑哪些双相钢符合烧结网材质的选取双相钢符合烧结网的材质有很多种,每一种材质都具有各自的特点和使用范围,所以要根据自身实际情况挑选!双相钢符合烧结网清洗是否方便由于在生产和生活中,对双相钢符合烧结网进行定期清洗是非常必要的,所以双相钢符合烧结网是否具有易清洗的优点,直接关系到生产的进度和效益。烧结网的清洗方法有反冲洗、逆水、滤液、超声波、溶解、烘焙等!
高品质烧结滤芯清洗
烧结网滤芯产品标准规则尺寸1)标准材质:SUS316L;2)标准规格尺寸:1200*1000*7mm;3)过滤精度为:2-300um!烧结网滤芯产品实例分析1)机械行业中的各种液压油润滑油的精密过滤;2)化纤薄膜工业中各种聚合物熔体的过滤净化,石油化工行业中各种高温,腐蚀液的过滤,制药行业中的物料的过滤,洗涤干燥;3)在粉体行业中气体均匀化的应用,钢铁行业中的流化板;4)防爆电器中的分鸣器等.烧结网滤芯产品接口方式标准接口(如22220、226)、快接口连接、螺纹连接、法兰连接、拉杆连接、特殊定制接口!
双相钢符合烧结网产品特点耐热性:可耐用于从-200度至多650度的连续过滤;双相钢符合烧结网由保护层,过滤层,,分散层及骨架层组成;高强度:五层丝网烧结后,具有极的机械强度和耐压强度;高精度:对2至200um的过滤粒度均可发挥均一的表面过滤性能;清洗性:由于采用的逆流清洗效果的表层过滤结构、清洗简单。具有渗透性好、强度高,无需增加支撑结构,*对没有材料脱落现象,抗腐蚀性强、易于清洗、不易损坏。双相钢符合烧结网连接方式主要连接方式有:标准接口、快接口连接、螺纹连接、法兰连接、拉杆连接、特殊定制接口等!
外观现象是表面无光泽呈豆渣状;焊点内部结构疏松,容易有气隙和裂隙,造成焊点强度降低,导电性能差。因此,在焊锡凝固前定要保持焊件静止,实际操作时可以用各种适宜的方法将焊件固定,或使用可靠的夹持措施!铜粉烧结滤芯特性标准五层网由保护层,精度控制层,分散层及多层加强层组成;强度高,刚性好:具有极的机械强度和耐压强度,加工、焊接与组装性能良好,使用方便!精度均匀,稳定:对所有的过滤精度均可达到均匀一致的过滤性能,在使用中网孔不变化。
找烧结滤芯清洗
过滤介质可分为表面型和深度型两大类!表面型过滤介质是靠介质表面的孔口阻截液流中的颗粒.金属网式、线隙式、和盘片式等过滤元件都属于表面过滤。双相钢符合烧结网产品简介双相钢符合烧结网主要滤材是采用标准的五层不锈钢烧结网。标准五层不锈钢烧结是五层不锈钢丝网经叠加,真空烧结而成!用其制成的滤芯,具有耐腐蚀性强、渗透性好、强度高、易于清洗和反清洗、过滤精度、滤材卫生洁净、丝网不脱落等特性。双相钢符合烧结网是用五层不锈钢金属丝网经过特殊叠层压制,采用真空烧结而成的具有较高机械强度及整体钢性的一种新型过滤材料!
烧结网滤芯的特性1)标准层网由保护层,精度控制层,分散层及多层加强层组成;2)高强度:丝网烧结后,具有的机械强度和耐压强度;3)高精度:对2-200um的过滤粒度均可发挥均一的表面过滤性能;4)耐热性:可耐用于从-200度至多650度的连续过滤;5)清洗性:由于采用的逆流清洗效果的表层过滤结构、清洗简单.烧结网滤芯产品应用范围1)用于高温环境作分散冷却材料;2)用于气体分布,液态化床孔板材料;3)用于高精度,高可靠高温过滤材料;4)用于高压反冲洗油过滤器!
请问自来水使用3滤芯过滤器好吗?
自来水使用3滤芯过滤器好 啊 1级滤芯是5微米,2级滤芯是活性炭,3级滤芯是1微米。
烧结生产线的原料是什么呢?
烧结尾气排放编辑广义钢铁工业企业包括的烧结生产线,其主要原料为铁精粉和煤
烧结气氛的常见问题是什么?
101.325kPa的干燥空气中,氮的分压是79.193kPa,氧的分压是21.198kPa
SLS金属的烧结工艺是怎样的呢?
1)金属零件间接烧结工艺 该工艺的过程主要分为三个阶段:SLS原型件(绿件)的制作、粉末烧结件(褐件)的制作、金属熔渗后处理。 SLS原型件的制作阶段过程为CAD模型--分层切片--激光烧结(SLS)--RP原型(绿件),此阶段的关键在于,如何选用合理的粉末配比和加工工艺参数实现原型件的制作。 “褐件”制作阶段过程为二次烧结(800℃)--三次烧结(1080℃),此阶段的关键在于,烧失原型件中...
1)金属零件间接烧结工艺 该工艺的过程主要分为三个阶段:SLS原型件(绿件)的制作、粉末烧结件(褐件)的制作、金属熔渗后处理。 SLS原型件的制作阶段过程为CAD模型--分层切片--激光烧结(SLS)--RP原型(绿件),此阶段的关键在于,如何选用合理的粉末配比和加工工艺参数实现原型件的制作。 “褐件”制作阶段过程为二次烧结(800℃)--三次烧结(1080℃),此阶段的关键在于,烧失原型件中的有机杂质获得具有相对准确形状和强度的金属结构体。 金属熔渗阶段过程为二次烧结(800℃)--三次烧结(1080℃)--金属熔渗--金属件。此阶段的关键在于,选用合适的熔渗材料及工艺,以获得较致密的金属零件。2)金属零件直接烧结工艺 基于SLS工艺的金属零件直接制造工艺流程为:CAD模型--分层切片--激光烧结(SLS)--RP原型零件--金属件。
1)金属零件间接烧结工艺 该工艺的过程主要分为三个阶段:SLS原型件(绿件)的制作、粉末烧结件(褐件)的制作、金属熔渗后处理。 SLS原型件的制作阶段过程为CAD模型--分层切片--激光烧结(SLS)--RP原型(绿件),此阶段的关键在于,如何选用合理的粉末配比和加工工艺参数实现原型件的制作。 “褐件”制作阶段过程为二次烧结(800℃)--三次烧结(1080℃),此阶段的关键在于,烧失原型件中的有机杂质获得具有相对准确形状和强度的金属结构体。 金属熔渗阶段过程为二次烧结(800℃)--三次烧结(1080℃)--金属熔渗--金属件。此阶段的关键在于,选用合适的熔渗材料及工艺,以获得较致密的金属零件。2)金属零件直接烧结工艺 基于SLS工艺的金属零件直接制造工艺流程为:CAD模型--分层切片--激光烧结(SLS)--RP原型零件--金属件。
供应商信息