 欢迎访问新乡鸣瑞机床制造有限公司的网站
欢迎访问新乡鸣瑞机床制造有限公司的网站

- 公司名称:新乡鸣瑞机床制造有限公司
- 联系人:耿经理
- 手机:18937361561
- 公司地址:新乡市南环与李村工业路向南2000米向西300米路南
中心孔磨床
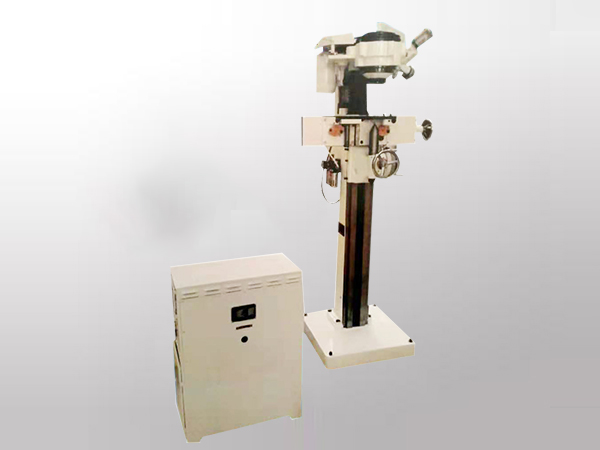
- 产品名称:哈尔滨中心孔磨床厂家直销_河南2M8015中心孔磨床_新乡鸣瑞机床制造有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2022-06-13
产品说明
中心孔磨床就是专门为解决外圆磨床因工件的中心孔(顶尖孔)圆度精度不足而无法进行高精度外圆磨削这个问题而专业设计制造。使用中心孔磨床可以保证所有工件的中心孔都能更好地获得高精度的磨削,同时有了中心孔磨床加工出来的高精度中心孔作为前提和保障,对于后续的外圆磨削,即可一次磨削成型,无需反复修磨顶尖孔,反复磨削外圆,这样更大的提高了加工效率和零件加工精度若工件固定磨削轨迹由主轴自转、主轴绕中心孔轴线公转和主轴沿中心孔锥面作往复移动三种运动组成!
机床主要结构和传动要求机床床身导轨需要经过多次时效处理,耐磨性好!磨轴部件由高精度的主轴和轴承组成。并经多次时效、探伤、加工而成,在装配中又进行细心装配和调整,后能在45000转/分下稳定工作!主轴箱实现进给磨削和退回.工件夹紧机构有自动定心功能。砂轮修整机构沿砂轮半角母线移动,将砂轮锥面进行高精度修整!润滑系统采用油雾润滑,压缩空气将产生的油雾送至主轴箱内,实现对主轴、轴承等运动零部件的润滑!机床配置吸尘器,并实现磨削和吸尘同步进行。
2M8015×1000(2000、3000)中心孔磨床是我们主要生产产品之一,除此之外我公司生产的产品还有:桥梁U肋,煤矿液压支架,起重设备,电动葫芦,欧式葫芦,钢结构件加工折弯冲孔焊接,通信铁塔生产,钢结构冲压件等,中心孔(俗称顶尖孔)磨床应用范围相当广泛,凡要求精度比较高的轴类零件,其两端的中心孔都需要磨削,否则难以达到外圆精度要求。中心孔(俗称顶尖孔)是加工工艺基准,好的中心孔是制造高精度轴类件的基础!
详细说明机床总体布局本机床主要由床身、主轴箱、工件夹紧机构、传动机构等主要部件组成.关键件:床身导轨、主轴、导轨等均属机床关键件,均要求采用耐磨材料、高精度加工.机床主要结构和传动要求机床床身导轨需要经过多次时效处理,耐磨性好。磨轴部件由高精度的主轴和轴承组成!并经多次时效、探伤、加工而成,在装配中又进行细心装配和调整,后能在45000转/分下稳定工作.主轴箱实现进给磨削和退回!工件夹紧机构有自动定心功能。
去毛刺机供应厂家_去毛刺机相关-新乡鸣瑞机床制造有限公司

2M8015中心孔磨床费用多少_提供数控机床销售电话-新乡鸣瑞机床制造有限公司
哈尔滨中心孔磨床厂家直销
砂轮修整机构沿砂轮半角母线移动,将砂轮锥面进行高精度修整!润滑系统采用油雾润滑,压缩空气将产生的油雾送至主轴箱内,实现对主轴、轴承等运动零部件的润滑!机床配置吸尘器,并实现磨削和吸尘同步进行!电气系统布线整齐,结构合理,散热性强.电气系统适应机床工作环境。看看中心孔磨床上是怎样工作的外圆磨削是金属加工制造业中一道非常重要和常见的精密加工工艺,而中心孔磨削是外圆磨削的前提,如果没有高精度的中心孔,高精度的外圆磨削将是无本之木无稽之谈.
纵向磨削法(简称纵向法)的特点:1)在砂轮整个宽度上,磨粒的工作情况不一样,砂轮左端面(或右端面)尖角负担主要的切削作用,工件部分磨削余量均由砂轮尖角处的磨粒切除,而砂轮宽度上绝大部分磨粒担负减少工件表面粗糙度值的作用。纵向磨削法磨削力小,散热条件好,可获得较高的加工精度和较小的表面粗糙度值!2)劳动生产率低。3)磨削力较小,适用于细长、精密或薄壁工件的磨削!切入磨削法切入磨削法又称横向磨削法.被磨削工件外圆长度应小于砂轮宽度,磨削时砂轮作连续或间断横向进给运动,直到磨去全部余量为止。

质量好球板立车厂家批发_球板立车多少钱相关-新乡鸣瑞机床制造有限公司
据悉,容纳10大功能展区的展馆建设也已全面启动。最大的亮点当属展示面积达1526平方米的国家“十一五”科技成就展,届时不出长沙就能一睹大批国家重大科技成就的风采。这也是该展览在全国巡展的第二站。同时,今年还新增了科技与金融结合、科技环境和科技支撑体系、中科院科技成果及院地合作成果及“313”人才等方面内容的展示。此外,历来人气很旺的民间科技发明及成果展示“地盘”已确定在第八展区。据介绍,12大专场活动异彩纷呈。其中,“千人计划”专家暨海外高端人才长沙科技创业行已有100多位代表报名,中国(长沙)科技成果与知识产权拍卖会将尝试通过市场竞价交易的方式来实现权属转移,机器人改造提升企业自动化水平对接会、湖南创意设计艺术节等活动,将带给与会者全新体验。
供应商信息




