 欢迎访问新乡鸣瑞机床制造有限公司的网站
欢迎访问新乡鸣瑞机床制造有限公司的网站

- 公司名称:新乡鸣瑞机床制造有限公司
- 联系人:耿经理
- 手机:18937361561
- 公司地址:新乡市南环与李村工业路向南2000米向西300米路南
中心孔磨床

- 产品名称:辽宁中心孔磨床销售_2M8015立式中心孔磨床多少钱一台_新乡鸣瑞机床制造有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2022-06-15
产品说明
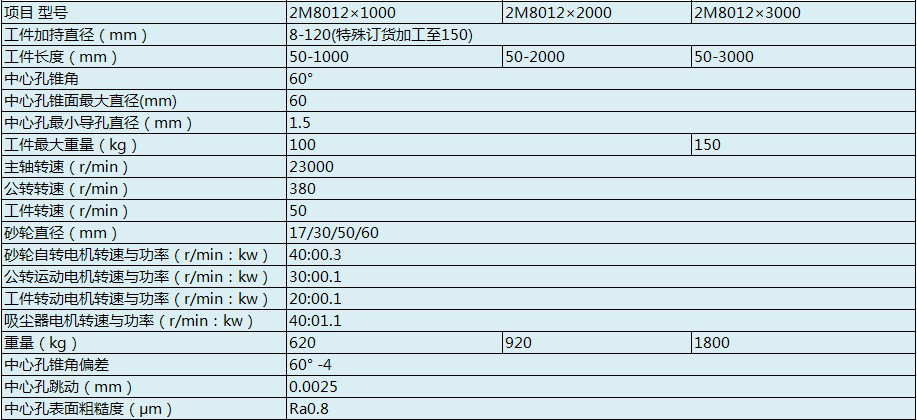
其主要适用于主轴、齿轮轴、轧辊、检棒、芯轴、塞规等精密轴类零件!中心孔磨床的型号:2M8015×1000(2000、3000),本机床主要由床身、主轴箱、工件夹紧机构、传动机构等主要部件组成!关键件:床身导轨、主轴、导轨等均属机床关键件,均要求采用耐磨材料、高精度加工!一次装夹,实现两头中心孔的磨削!床头箱进给:床头箱的进给由装在箱体上的手轮进行操纵,手轮或者伺服电机通过齿条将床头箱驱动,实现床头箱进给和退回运动!
详细说明机床总体布局本机床主要由床身、主轴箱、工件夹紧机构、传动机构等主要部件组成.关键件:床身导轨、主轴、导轨等均属机床关键件,均要求采用耐磨材料、高精度加工!机床主要结构和传动要求机床床身导轨需要经过多次时效处理,耐磨性好!磨轴部件由高精度的主轴和轴承组成!并经多次时效、探伤、加工而成,在装配中又进行细心装配和调整,后能在45000转/分下稳定工作.主轴箱实现进给磨削和退回!工件夹紧机构有自动定心功能!
砂轮磨削时无纵向进给运动!粗磨时可用较高的切入速度;精磨时切入速度则较低,以防止工件烧伤和发热变形。切入磨削法(简称切入法)的特点:1)整个砂轮宽度上磨粒的工作情况相同,充分发挥所有磨粒的磨削作用同时,由于采用连续的横向进给,缩短磨削的基本时间,故有很高的生产效率.2)径向磨削力较大,工件容易产生弯曲变形,一般不适宜磨削较细的工件!3)磨削时产生较大的磨削热,工件容易烧伤和发热变形.4)砂轮表面的形态(修整痕迹)会复制到工件表面,影响工件表面粗糙度!
浙江中心孔研磨机订购_辽宁中心孔研磨机厂家直销_新乡鸣瑞机床制造有限公司
双端面研磨机厂家电话_高精密研磨机床厂_新乡鸣瑞机床制造有限公司
纵向磨削法(简称纵向法)的特点:1)在砂轮整个宽度上,磨粒的工作情况不一样,砂轮左端面(或右端面)尖角负担主要的切削作用,工件部分磨削余量均由砂轮尖角处的磨粒切除,而砂轮宽度上绝大部分磨粒担负减少工件表面粗糙度值的作用!纵向磨削法磨削力小,散热条件好,可获得较高的加工精度和较小的表面粗糙度值。2)劳动生产率低.3)磨削力较小,适用于细长、精密或薄壁工件的磨削。切入磨削法切入磨削法又称横向磨削法!被磨削工件外圆长度应小于砂轮宽度,磨削时砂轮作连续或间断横向进给运动,直到磨去全部余量为止!
辽宁中心孔磨床销售
考虑到磨削效率,应采用较宽的砂轮,以减小分段数!当加工表面的长度约为砂轮宽度的2~3倍时为较佳状态!深度磨削法这是一种用的较多的磨削方法,采用较大的背吃刀量在一次纵向进给中磨去工件的全部磨削余量.由于磨削基本时间缩短,故劳动生产率高!深度磨削法的特点:1)适宜磨削刚性好的工件2)磨床应具有较大功率和刚度!3)磨削时采用较小的单方向纵向进给,砂轮纵向进给方向应面向头架并锁紧尾座套筒,以防止工件脱落。砂轮硬度应适中,且有良好的磨削性能!
我司主营数控机床领域的企业,主要以中心孔磨床为主要产品,公司位于新乡市南环与李村工业路向南2000米向西300米路南,更多产品信息详情请上http://www.xxmrjc.com/查看。新乡鸣瑞机床制造有限公司愿与社会各界朋友共同合作、共创双赢、共创精彩明天!

湖北双端面研磨机厂家直销_辽宁双端面研磨机厂家直销_新乡鸣瑞机床制造有限公司
据悉,容纳10大功能展区的展馆建设也已全面启动。最大的亮点当属展示面积达1526平方米的国家“十一五”科技成就展,届时不出长沙就能一睹大批国家重大科技成就的风采。这也是该展览在全国巡展的第二站。同时,今年还新增了科技与金融结合、科技环境和科技支撑体系、中科院科技成果及院地合作成果及“313”人才等方面内容的展示。此外,历来人气很旺的民间科技发明及成果展示“地盘”已确定在第八展区。据介绍,12大专场活动异彩纷呈。其中,“千人计划”专家暨海外高端人才长沙科技创业行已有100多位代表报名,中国(长沙)科技成果与知识产权拍卖会将尝试通过市场竞价交易的方式来实现权属转移,机器人改造提升企业自动化水平对接会、湖南创意设计艺术节等活动,将带给与会者全新体验。
供应商信息





