欢迎访问湖南博云东方粉末冶金有限公司的网站
欢迎访问湖南博云东方粉末冶金有限公司的网站

- 公司名称:湖南博云东方粉末冶金有限公司
- 联系人:李经理
- 手机:13308460658
- 公司地址:湖南省长沙市岳麓区高新技术产业开发区咸家湖路2号
硬质合金冷镦模
- 您当前的位置:
- 首页>
- 产品中心 >硬质合金冷镦模 >硬质合金轧辊_长沙定制-湖南博云东方粉末冶金有限公司

- 产品名称:硬质合金轧辊_长沙定制-湖南博云东方粉末冶金有限公司
- 产品价格:面议
- 产品数量:9999
- 保质/修期:5
- 保质/修期单位:年
- 更新日期:2020-12-01
产品说明
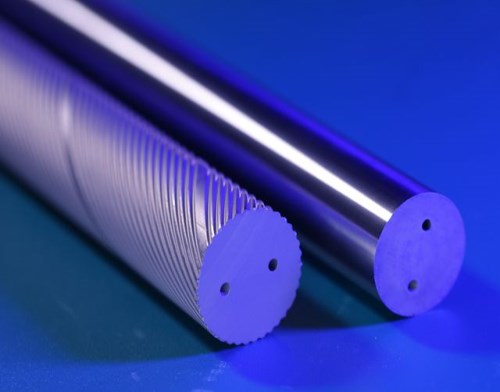
螺纹紧固件生产中采用的硬质合金模具与碳素工具钢、高碳高合金钢模具比较,其使用寿命提高几倍至十几倍.因此在小规格M5以下螺钉等冷镦生产中,获得日益广泛的应用.但与国外硬质合金模具相比,国产模具存在明显差距。例如:半圆头螺钉或沉头十字槽螺钉用硬质合金模具,日本模具的寿命可达700到900万件,国产模具的寿命为200到300万件,且质量不够稳定!检测对比,发现有诸多差异性!结构形状与尺寸国产模具使用寿命低的主要原因并非尺寸比例问题,国内厂家设计的模套内孔和模芯外圆均是圆柱形,模芯底部与模套内孔底部均是平面,此结构简单,加工容易!
5是合理的.模芯与模套高度视具体情况确定。2、模芯材质可选YG20C、YG20和YG15,选择YG15或YG15C会比YG20C更耐磨,使用寿命更长。3、采用冷压镶工艺时,模芯外径与模套内孔应设计成圆锥形,圆锥角为1°~2°,模芯圆锥面与模芯底端交界处应圆滑过渡,R为1~1!5mm,模芯工作端的内孔径应倒圆,R为0.3~0。6mm,模套内孔底面应有藏屑槽,模套内孔底面和模芯底面加工成凸面,模套硬度为40~44HRC,冷镶过盈系数取模芯的0。
日本厂家采用圆锥面冷压配合,过盈系数取0.85%,与俄罗斯采用的1.3%~1!5%相比较,日本厂家所用数据是偏低的。表面加工质量国内厂家模具的模芯外表面磨抛加工质量较差,日本厂家模具的模芯表面磨抛质量较好,整个表面粗糙度在Ra0!32~Ra0!16μm,甚至Ra0.08μm。模芯外表面粗糙度对模具使用寿命有影响,表面粗糙度差,特别是表面有凹陷、孔洞或裂纹存在,将是压力集中和产生断裂的起源点,会导致模芯过早开裂而失效.
我们推荐硬质合金轧辊
8%~1。0%较理想。模具硬度国内厂家选用YG20C、Cr12MoV,Cr12,日本厂家选用YG15、DC53,前者强度略高,硬度略低,而后者则相反,由于硬度高,耐磨性能较好,这是日本模具寿命高的另一个原因。对高碳合金钢硬度则在60~62HRC,而模套硬度相近,均未超过42HRC.对盈量冷镦模具在其它条件相同的条件下,过盈系数小(大)的预紧力小(大)些.国内厂家生产的模具会出现模芯脱出模套的失效现象,可能与过盈系数较小或加工尺寸未保证有关。

硬质合金圆棒_提供-湖南博云东方粉末冶金有限公司
硬质合金轧辊

湖南矿用合金生产厂家_湖南报价-湖南博云东方粉末冶金有限公司
多工位冷镦机允许公差是多少?
如果直径小于工艺所要求的尺寸,则头部就会不完整,棱角或涨粗部分不清晰。 冷镦成型所能达到的精度还同成型方法的选择和所采用的工序有关。此外,它还取决于所用的设备的结构特点,工艺特点及其状态,工模具精度,寿命和磨损程度。
有效使用期内,主滑块导轨和工艺部件的结构都能保证冲头和凹模的定位精度。 在控制选料的挡板上必须安装终端限位开关,必须注意镦锻力的控制。
在自动冷镦机上制造高强度紧固件所使用的冷拨盘条钢丝的不圆度应在直径公差范围内,而较为精密的紧固件,其钢丝的不圆度则应限制在1/2直径公差范围内,如果钢丝直径达不到规定的尺寸,则零件的镦粗部分或头部就会出现裂痕,或形成毛刺,如果直径小于工艺所要求的尺寸,则头部就会不完整,棱角或涨粗部分不清晰。 冷镦成型所能达到的精度还同成型方法的选择和所采用的工序有关。此外,它还取决于所用的设备的结构特点,工艺特点...
在自动冷镦机上制造高强度紧固件所使用的冷拨盘条钢丝的不圆度应在直径公差范围内,而较为精密的紧固件,其钢丝的不圆度则应限制在1/2直径公差范围内,如果钢丝直径达不到规定的尺寸,则零件的镦粗部分或头部就会出现裂痕,或形成毛刺,如果直径小于工艺所要求的尺寸,则头部就会不完整,棱角或涨粗部分不清晰。 冷镦成型所能达到的精度还同成型方法的选择和所采用的工序有关。此外,它还取决于所用的设备的结构特点,工艺特点及其状态,工模具精度,寿命和磨损程度。
有效使用期内,主滑块导轨和工艺部件的结构都能保证冲头和凹模的定位精度。 在控制选料的挡板上必须安装终端限位开关,必须注意镦锻力的控制。
在自动冷镦机上制造高强度紧固件所使用的冷拨盘条钢丝的不圆度应在直径公差范围内,而较为精密的紧固件,其钢丝的不圆度则应限制在1/2直径公差范围内,如果钢丝直径达不到规定的尺寸,则零件的镦粗部分或头部就会出现裂痕,或形成毛刺,如果直径小于工艺所要求的尺寸,则头部就会不完整,棱角或涨粗部分不清晰。 冷镦成型所能达到的精度还同成型方法的选择和所采用的工序有关。此外,它还取决于所用的设备的结构特点,工艺特点...
在自动冷镦机上制造高强度紧固件所使用的冷拨盘条钢丝的不圆度应在直径公差范围内,而较为精密的紧固件,其钢丝的不圆度则应限制在1/2直径公差范围内,如果钢丝直径达不到规定的尺寸,则零件的镦粗部分或头部就会出现裂痕,或形成毛刺,如果直径小于工艺所要求的尺寸,则头部就会不完整,棱角或涨粗部分不清晰。 冷镦成型所能达到的精度还同成型方法的选择和所采用的工序有关。此外,它还取决于所用的设备的结构特点,工艺特点及其状态,工模具精度,寿命和磨损程度。
颐参堂创立之初,便深层次地考虑到这些,因此颐参堂创立了“原生态滋补品销售+会所经营”的全新经营模式。燕窝是我们的其中一个品种,但我们又不局限于燕窝;会所炖煮模式是实践检验的盈利模式,所以我们也很好地有机融合,但我们相较燕窝专卖店,拓宽业务范围,我们向顾客提供的炖煮服务不局限于燕窝,还提供更多养生食疗美食。事实也证明,颐参堂的选择是对的,在燕窝行业困难的2011年,颐参堂却发展迅猛,门店及销售翻番,因此我们的加盟也不但叫“燕窝加盟”也可称为“冬虫夏草加盟”“参茸加盟”“保健品加盟”“食疗养生加盟”“滋补品加盟”——称呼并不重要,重要的是可以获得市场认可的经营模式。
供应商信息