欢迎访问湖南博云东方粉末冶金有限公司的网站
欢迎访问湖南博云东方粉末冶金有限公司的网站

- 公司名称:湖南博云东方粉末冶金有限公司
- 联系人:李经理
- 手机:13308460658
- 公司地址:湖南省长沙市岳麓区高新技术产业开发区咸家湖路2号
硬质合金冷镦模
- 您当前的位置:
- 首页>
- 产品中心 >硬质合金冷镦模 >合金轧辊厂家-湖南博云东方粉末冶金有限公司


- 产品名称:合金轧辊厂家-湖南博云东方粉末冶金有限公司
- 产品价格:面议
- 产品数量:9999
- 保质/修期:5
- 保质/修期单位:年
- 更新日期:2020-12-02
产品说明
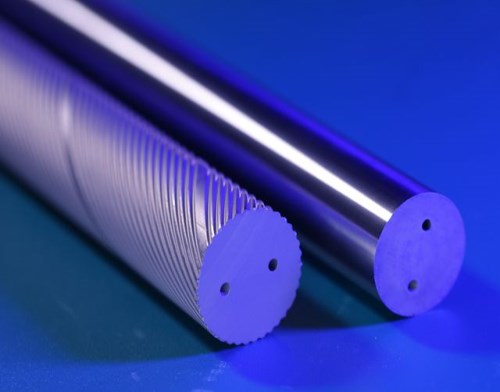
螺纹紧固件生产中采用的硬质合金模具与碳素工具钢、高碳高合金钢模具比较,其使用寿命提高几倍至十几倍!因此在小规格M5以下螺钉等冷镦生产中,获得日益广泛的应用!但与国外硬质合金模具相比,国产模具存在明显差距。例如:半圆头螺钉或沉头十字槽螺钉用硬质合金模具,日本模具的寿命可达700到900万件,国产模具的寿命为200到300万件,且质量不够稳定!检测对比,发现有诸多差异性!结构形状与尺寸国产模具使用寿命低的主要原因并非尺寸比例问题,国内厂家设计的模套内孔和模芯外圆均是圆柱形,模芯底部与模套内孔底部均是平面,此结构简单,加工容易!
8%~1.0%较理想。模具硬度国内厂家选用YG20C、Cr12MoV,Cr12,日本厂家选用YG15、DC53,前者强度略高,硬度略低,而后者则相反,由于硬度高,耐磨性能较好,这是日本模具寿命高的另一个原因。对高碳合金钢硬度则在60~62HRC,而模套硬度相近,均未超过42HRC!对盈量冷镦模具在其它条件相同的条件下,过盈系数小(大)的预紧力小(大)些.国内厂家生产的模具会出现模芯脱出模套的失效现象,可能与过盈系数较小或加工尺寸未保证有关.
我们推荐合金轧辊厂家

株洲硬质合金棒材厂_湖南采购-湖南博云东方粉末冶金有限公司
合金轧辊厂家
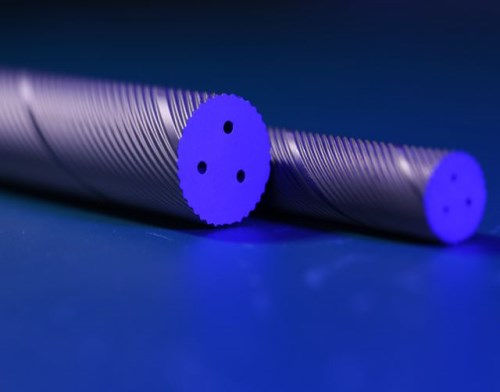
5是合理的.模芯与模套高度视具体情况确定。2、模芯材质可选YG20C、YG20和YG15,选择YG15或YG15C会比YG20C更耐磨,使用寿命更长。3、采用冷压镶工艺时,模芯外径与模套内孔应设计成圆锥形,圆锥角为1°~2°,模芯圆锥面与模芯底端交界处应圆滑过渡,R为1~1.5mm,模芯工作端的内孔径应倒圆,R为0!3~0。6mm,模套内孔底面应有藏屑槽,模套内孔底面和模芯底面加工成凸面,模套硬度为40~44HRC,冷镶过盈系数取模芯的0。
蓬莱有冷镦机公司吗?
蓬莱宝隆工具有限公司_主营硬质合金刮削滚刀,刮前滚刀,合金刀头_...地址: 蓬莱 邮编: 265600 邮箱地址: 123456789ebdoorhc@ebdoor.com 公司... 温州多工位冷镦机 瓯海亿力机械有http://1162808199ydqebdoorhc.ebdoor.com/>
变频冷镦机和多工位冷镦机有什么区别?
效率:120-130个/分钟滑枕行程:85mm刀杆行程:40mm工位间距:60mm大制件:M6,M10X1电机功率:5.5kw 电机极数:6极皮带型号:3302大飞轮外径:900mm工位数:3个大切料:6.5mm
1、切料系统采用导板驱动切刀杆,导板往复运动,切断力直线传送,力大稳定且动态平衡性好。2、挟钳系统可以180度翻转或平移。利于成型工艺安排。3、配备变频调速装置,可在一定范围内无极调速。4、配备故障检出器及安全保护装置,设备故障时自动停机,给予设备和工模具大保护。5、送 料箱安装止推装置,提高送料精度。 外形尺寸:2300X1250X1270
1 、曲轴与机体、冲击连杆的连接均采用高耐磨合金铜瓦连接,承载力大,使用寿命长,维修成本低。2、机体采用添加合金的球铁500铸造而成,抗拉强度高,耐磨性好。3、采用二级齿轮传动系统,传动效率高,传动力矩大。4、配备气动离合刹车器,降低电机功率能耗。
1、切料系统采用导板驱动切刀杆,导板往复运动,切断力直线传送,力大稳定且动态平衡性好。2、挟钳系统可以180度翻转或平移。利于成型工艺安排。3、配备变频调速装置,可在一定范围内无极调速。4、配备故障检出器及安全保护装置,设备故障时自动停机,给予设备和工模具大保护。5、送 料箱安装止推装置,提高送料精度。 外形尺寸:2300X1250X1270
1 、曲轴与机体、冲击连杆的连接均采用高耐磨合金铜瓦连接,承载力大,使用寿命长,维修成本低。2、机体采用添加合金的球铁500铸造而成,抗拉强度高,耐磨性好。3、采用二级齿轮传动系统,传动效率高,传动力矩大。4、配备气动离合刹车器,降低电机功率能耗。
颐参堂自推出“100 家形象店扶持计划”以来,受惠者众,像贵阳的加盟商詹先生,就实实在在享受到了前所未有的 “ 4 免 3 无 2 支持”政策——“免加盟费,免保证金,免管理费,免品牌使用费”“无加盟形式要求,无首批提货量要求,无全年任务要求”“支持专柜费用,支持退换货”。 “其实我是对比过很多品牌商的,颐参堂产品、包装及服务都不错,更重要的是政策确实是优惠的,有些优惠甚至出乎我的意料,这也是我为何加盟颐参堂的大原因”詹先生如是说。
供应商信息