 欢迎访问上海勋胜金属材料有限公司的网站
欢迎访问上海勋胜金属材料有限公司的网站

- 公司名称:上海勋胜金属材料有限公司
- 联系人:高建政
- 手机:13818373620
- 公司地址:上海市奉贤区肖塘路255弄10号2层
哈氏合金c22,HASTELLOY C-22
- 产品名称:哈氏C22焊丝_哈氏镍合金-上海勋胜金属材料有限公司
- 产品价格:面议
- 产品数量:30000
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-03-12
产品说明
与HAYSTELLOY系列C-276,C-4合金的焊接性能是相似的!不推荐使用埋弧焊,因为这种焊法热量输入高,焊缝冷却很慢。基体金属准备连接面和其附近的区域在焊接前要清洁。所有的油脂,油污,粉笔记号,硫化物等非基体金属的物质都要被清除!填充金属选择建议用成份匹配的填充金属来焊接C-22合金.在钨极气体保护弧焊和金属极气体保护弧焊时,推荐C-22的焊丝为填充金属(ERNiCrMo-10)!如果是手工电弧焊,建议用C-22焊条!
6mm,2!4mm,3。175mm卷焊丝(直径)0!9mm,1!2mm,1!6mm焊条(直径)2!36mm,3!175mm,3。96mm,4.75mm哈氏合金c22,n06022,C22合金焊接指南概况1)在进行焊接之前一定要建立安全的工作条件!一定要很好的保护焊工,要避免限制空间,足够通风!一定要遵照ANSI/ASCZ49!1“焊接和切割中的安全”上的建议!2)焊接表面和接邻区域在焊接之前一定要进行清洁和去脂.


3)不推荐氧炔焰焊接和切割4)未开箱的焊条可以不用烘干!然而,没用过的焊条一定要存放在温度为121℃-200℃的炉子里.5)在气体保护弧焊(钨极或者金属极)中,在进行根部焊道焊接时要用完全氩气保护!在手工电弧焊中,必须对根部焊道的背部做磨光处理6)为了达到好的抗腐蚀效果,焊接时应避免热量的过度输入:7)在采用GTAW焊接时,推荐电流稳定,高频启动和坡度控制的设备!有气体扩散膜的槽口具有好的复盖.8)为了达到焊接件好的抗腐蚀性,必须要避免过热输入:9)采用较小交织缝技术10)尤其在薄的地方避免过慢的速度11)控制层间温度,一般在93℃或以下12)避免在冷加工部件焊接(如封头)。
哈氏C22焊丝
C-22合金有很好的抗点蚀,缝隙腐蚀和应力腐蚀开裂能力!它具有优异的抗氧化水介质能力,包括湿氯,硝酸或者含有氯化物离子的氧化性酸的混合酸.同时,C-22合金也有理想的的抵抗过程中遭遇的还原性和氧化性环境的能力!依靠这种优良的性能,它能在一些令人头疼的环境中使用,或者在多种生产目的工厂中应用!C-22合金对各种化工环境有着异常的抵御能力,包括强氧化性物质,比如氯化铁、氯化铜、氯、热污染溶液(有机的无机的),甲酸、乙酸、醋酸干、海水和盐溶液等.
该合金特别适用于在酸性卤化物环境中的抗点蚀和缝隙腐蚀!C-22镍铬钼合金,和C-276一样,包含钨和极低含量的碳和硅!也具有相同的特性:1、在氧化和还原状态下,对大多数腐蚀介质具有优异的耐腐蚀性;2、出色的耐点腐蚀、缝隙腐蚀和应力腐蚀开裂性能.国际通称:哈氏合金、C-22、INCONELAlloyC-22、HC-22、HastelloyC-22、UNSN06022、W!-Nr!2。4819、ATIC-22、Nicrofer5621hMoW-AlloyC-22、NASNW22执行标准:ASTMB575/ASMESB-575、ASTMB574/ASMESB-574、ASTMB622/ASMESB-622、ASTMB619/ASMESB-619、ASTMB366/ASMESB-366、ASTMB564/ASMESB-564主要成分:碳(C)≤0!
015,锰(Mn)≤0!50,镍(Ni)≥56,硅(Si)≤0!08,钒(V)≤0!35,硫(S)≤0!02,铬(Cr)20。0~22!5,铁(Fe)2!0~6!0,钼(Mo)12。5~14!5,钨(W)2!5~3.5,钴(Co)≤2!5物理性能:C-22密度:8.7g/cm3,熔点:1325-1370℃,磁性:无焊接HASTELLOYC-22合金可以通过钨极气体保护弧焊(GTAW),金属极气体保护弧焊(GMAW),手工电弧焊(SMAW)等工艺进行焊接!
C-22合金对局部腐蚀有杰出的抵抗能力,同时对氧化和还原介质都有出众的抗腐蚀能力!C-22合金焊接产品用于以下方面:1,相同合金成分焊丝来焊接C-22合金加工件和铸件2,过合金焊丝用来焊接不锈钢和镍基合金3,用来焊接不同的抗腐蚀合金4,用来堆焊覆盖层UNS–N06022–板材,薄带,线材UNS–W86022–焊条AWS–A5。11,EniCrMo-10AWS–A5.14,ERNiCrMo-10ASME–在ASME第九版中产品标准形式直焊丝(直径)1!
如果您想了解哈氏合金c22,HASTELLOY C-22更多信息,请致电 建政:13818373620,或者您直接到我们公司总部一起交流研讨,地址:上海市奉贤区肖塘路255弄10号2层,我们期待您的致电或来访。
C62*C42*C22=
C62*C42*C22=[(6*5)/(1*2)][(4*3)/(1*2)][(2*1)/(1*2)]=15*6*1=90
养生堂天然维生素E和C22岁可以服用吗?
可以吃的,没关系
这个精子质量影响生育吗?怎么提高?谢谢
病情分析:从您的检查结果来看,对怀孕是有影响的指导意见:您这种情况,平时应该改善生活方式,多参加户外运动,作息规律,好是检查一下看看是否有精索静脉曲张,平时可以吃维生素E,C,还有叶酸(叶酸是5mg的)
卡斯特罗查姆福莱特C22公寓怎么样?
很好,离商业广场大约300米,在阿尔法玛区
thinkpad z61t、asus u5f 、sony c22,这几款笔记本应该选哪一个,请帮忙参考参考
1、*可以选择IBM2、可以考虑IBM T系列
C26:0/C22:0降低,C24:0/C22:0增高是什么意思
你好!你女儿这种情况可能属于遗传性代谢病,又称先天性代谢缺陷,是参与体内代谢的某种基因发生突变,导致胆固醇代谢异常所致。
长期高胆固醇血症容易引起动脉硬化和早发冠心病,进行遗传代谢病筛查或基因诊断,可以确诊。部分患儿控制饮食及药物缓解可以获得改善。
长期高胆固醇血症容易引起动脉硬化和早发冠心病,进行遗传代谢病筛查或基因诊断,可以确诊。部分患儿控制饮食及药物缓解可以获得改善。
日前,迈凯伦官方宣布,将会在2015年4月1日举行的纽约国际车展上发布该品牌的入门级跑车,新车内部代号为P13,同时官方还发布了一张P13的官方谍照。 友情提示:希望热心网友能够将您所发现的新车谍照拍摄下来,并发送到我们相应的邮箱内:diezhao@autohome.com.cn,期待您的来信,并成为“谍报家”中的一员。 根据此前消息,迈凯伦P13未来将命名为迈凯伦500S,其定位低于650S和625C,主要竞争对手将是保时捷911 Turbo,不过迈凯伦方面目前除了透露新车发布时间之外,并没有公布关于迈凯伦P13的
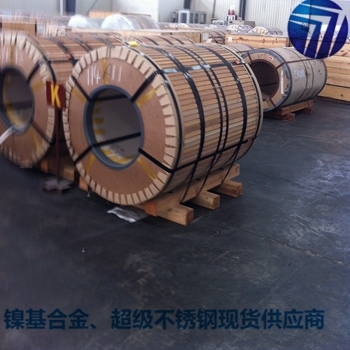
供应商信息