欢迎访问沧州鑫宜达钢管集团股份有限公司的网站
欢迎访问沧州鑫宜达钢管集团股份有限公司的网站

- 公司名称:沧州鑫宜达钢管集团股份有限公司
- 联系人:刘经理
- 手机:13323070761
- 公司地址:沧州市开发区石港路32号
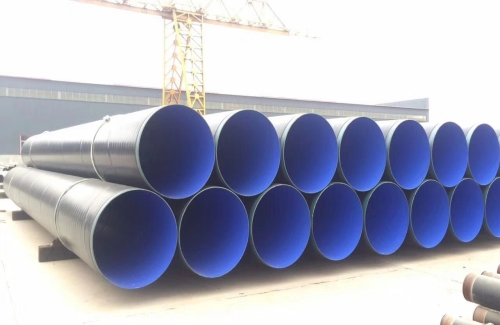
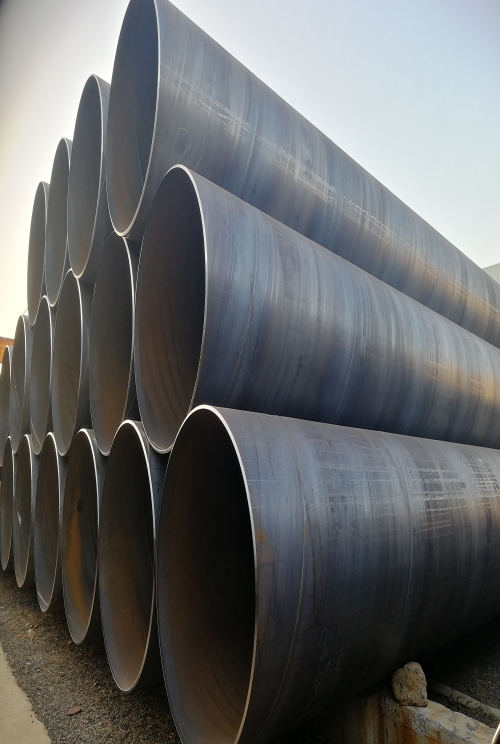
直缝埋弧焊钢管



- 产品名称:大口径直缝埋弧焊钢管加工_厚壁焊接钢管哪家好-沧州鑫宜达钢管集团股份有限公司
- 产品价格:4950.00
- 产品数量:29186
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-05-04
产品说明
承压参数主要有2ST/T,S为屈服强度,T为壁厚!X射线检查Ⅰ:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;扩径:对埋弧焊直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;L360埋弧焊接钢管外径O!
保证了原材料稳定可靠的供应!国际质量认证集团总公司已经具备API美国石油协会、ISO国际质量认证体系的认证;我公司通过美国石油协会APISPEC!5L和ISO9001-2000国际质量认证;另外,还通过了中油气集团管材研究所按照以下要求所进行得型式试验认证!1、西气东输管道工程用直缝埋弧焊管技术条件Q/SYXQ15-2003!2、美国石油协会API5LPSL2标准要求!3、中国国家标准GB/T9711标准要求。
广范用于钢结构、打桩、流体输送、长输管道等地方。直缝钢管是焊缝与钢管纵向平行的钢管.超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷;X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;管端磁粉检验:进行此项检查以发现管端缺陷;防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等.直缝焊管生产工艺简单,生产效率高,成本低,发展较快!
直缝钢管钢级SteelGrade:国标直缝钢管GB/T9711:L245/L245M/L245N,L290/L290M/L290N,L360/L360M/L360N,L415/L415M/L415N,L450/L450M/L450N,L485/L485M/L485N,L555M/L555N管线钢直缝钢管API5L:Gr!B,X42,X52,X60,X65,X70,X80,直缝埋弧焊钢管采用的焊接工艺为埋弧焊技术,采用填充物焊接,颗粒保护焊剂埋弧!
大口径直缝埋弧焊钢管加工

钢结构焊接钢管工厂_焊接钢管dn200相关-沧州鑫宜达钢管集团股份有限公司

供排水防腐螺旋钢管现货_dn800防腐螺旋钢管相关-沧州鑫宜达钢管集团股份有限公司

沧州钢内衬四氟管道订做_钢衬四 管相关-沧州鑫宜达钢管集团股份有限公司
D:12"-56"(323!8=1422!2mm)L360埋弧焊接钢管壁厚W!T:0!312"-5"(7。92-139!8mm)双面埋弧直缝焊接钢管长度UnitLenght:5-66meter标准Standard:GB/T3091,GB/T13793,GB/T9711。1,、GB/T9711!2,API5LPSL1/PSL2,API2B,EN10219,EN10025,BS1387,ASTMA671CL13,ASTMA672CL13,ASTMA252,ASTMA53双面埋弧直缝焊接钢管钢级SteelGrade:GB/T:Q235B,16Mn,Q345(A-E),L245,L360,L415,L450,L485,L555(MB/NB)API5L:Gr!
双面埋弧焊钢管埋弧焊进行收弧操作时怎么办?
根据自动焊机和焊件的结构以及焊接装置的形式,埋弧焊接时弧坑的填平方法也各有不同。当在焊机固定而焊件移动的焊接装置上进行焊接时,弧坑是在焊丝不进给的情况下利用瞬时焊接法就地填平的。当按下“停止”按钮时,焊接运动和焊丝进行同时停止,电弧继续燃烧到由于伸长而自然熄灭为止。此时,根据焊剂的稳定性能,焊丝将熔化10-20mm一段长度如图所示。如果以普通的焊接规范进行焊接,并且熔池的长度和容积不大时,这点填充...
根据自动焊机和焊件的结构以及焊接装置的形式,埋弧焊接时弧坑的填平方法也各有不同。当在焊机固定而焊件移动的焊接装置上进行焊接时,弧坑是在焊丝不进给的情况下利用瞬时焊接法就地填平的。当按下“停止”按钮时,焊接运动和焊丝进行同时停止,电弧继续燃烧到由于伸长而自然熄灭为止。此时,根据焊剂的稳定性能,焊丝将熔化10-20mm一段长度如图所示。如果以普通的焊接规范进行焊接,并且熔池的长度和容积不大时,这点填充金属是足够填满弧坑的。如果以强规范(即电弧功率及焊接速度都很大时)进行焊接时,弧坑的填平需要更多量的金属。
埋弧焊的主要缺点(1)所用的焊接电流大,相应输入功率较大。加上焊剂和熔渣的隔热作用,热效率较高,熔深大。工件的坡口可较小,减少了填充金属量。单丝埋弧焊在工件不开坡口的情况下,一次可熔透20mm。(2)焊接速度高,以厚度8~10mm的钢板对接焊为例,单丝埋弧焊速度可达50~80cm/min,手工电弧焊则不超过10~13cm/min。(3)焊剂的存在不仅能隔开熔化金属与空气的接触,而且使熔池金属较慢凝...
埋弧焊的主要缺点(1)所用的焊接电流大,相应输入功率较大。加上焊剂和熔渣的隔热作用,热效率较高,熔深大。工件的坡口可较小,减少了填充金属量。单丝埋弧焊在工件不开坡口的情况下,一次可熔透20mm。(2)焊接速度高,以厚度8~10mm的钢板对接焊为例,单丝埋弧焊速度可达50~80cm/min,手工电弧焊则不超过10~13cm/min。(3)焊剂的存在不仅能隔开熔化金属与空气的接触,而且使熔池金属较慢凝固。液体金属与熔化的焊剂间有较多时间进行冶金反应,减少了焊缝中产生气孔、裂纹等缺陷的可能性。焊剂还可以向焊缝金属补充一些合金元素,提高焊缝金属的力学性能。(4)在有风的环境中焊接时,埋弧焊的保护效果比其他电弧焊方法好。(5)自动焊接时,焊接参数可通过自动调节保持稳定。与手工电弧焊相比,焊接质量对焊工技艺水平的依赖程度可大大降低。(6)没有电弧光辐射,劳动条件较好。
我们知道在焊接厚板时,若采用单丝埋弧焊,加大焊接电流和电弧电压,虽然可以增加焊丝填充量,提高焊接速度,但是由于热输入量大,热循环过程快,会引起焊缝金属组织粗大,冲击性能降低。而且,熔化金属可能来不及摊开,造成焊缝成型不美观;采用双丝双弧埋弧焊由于是双电弧单熔池,不仅实现高速焊接,而且热循环过程相对较慢,有利于焊缝中微量元素的扩散,提高焊缝性能 ,
根据自动焊机和焊件的结构以及焊接装置的形式,埋弧焊接时弧坑的填平方法也各有不同。当在焊机固定而焊件移动的焊接装置上进行焊接时,弧坑是在焊丝不进给的情况下利用瞬时焊接法就地填平的。当按下“停止”按钮时,焊接运动和焊丝进行同时停止,电弧继续燃烧到由于伸长而自然熄灭为止。此时,根据焊剂的稳定性能,焊丝将熔化10-20mm一段长度如图所示。如果以普通的焊接规范进行焊接,并且熔池的长度和容积不大时,这点填充金属是足够填满弧坑的。如果以强规范(即电弧功率及焊接速度都很大时)进行焊接时,弧坑的填平需要更多量的金属。
埋弧焊的主要缺点(1)所用的焊接电流大,相应输入功率较大。加上焊剂和熔渣的隔热作用,热效率较高,熔深大。工件的坡口可较小,减少了填充金属量。单丝埋弧焊在工件不开坡口的情况下,一次可熔透20mm。(2)焊接速度高,以厚度8~10mm的钢板对接焊为例,单丝埋弧焊速度可达50~80cm/min,手工电弧焊则不超过10~13cm/min。(3)焊剂的存在不仅能隔开熔化金属与空气的接触,而且使熔池金属较慢凝...
埋弧焊的主要缺点(1)所用的焊接电流大,相应输入功率较大。加上焊剂和熔渣的隔热作用,热效率较高,熔深大。工件的坡口可较小,减少了填充金属量。单丝埋弧焊在工件不开坡口的情况下,一次可熔透20mm。(2)焊接速度高,以厚度8~10mm的钢板对接焊为例,单丝埋弧焊速度可达50~80cm/min,手工电弧焊则不超过10~13cm/min。(3)焊剂的存在不仅能隔开熔化金属与空气的接触,而且使熔池金属较慢凝固。液体金属与熔化的焊剂间有较多时间进行冶金反应,减少了焊缝中产生气孔、裂纹等缺陷的可能性。焊剂还可以向焊缝金属补充一些合金元素,提高焊缝金属的力学性能。(4)在有风的环境中焊接时,埋弧焊的保护效果比其他电弧焊方法好。(5)自动焊接时,焊接参数可通过自动调节保持稳定。与手工电弧焊相比,焊接质量对焊工技艺水平的依赖程度可大大降低。(6)没有电弧光辐射,劳动条件较好。
我们知道在焊接厚板时,若采用单丝埋弧焊,加大焊接电流和电弧电压,虽然可以增加焊丝填充量,提高焊接速度,但是由于热输入量大,热循环过程快,会引起焊缝金属组织粗大,冲击性能降低。而且,熔化金属可能来不及摊开,造成焊缝成型不美观;采用双丝双弧埋弧焊由于是双电弧单熔池,不仅实现高速焊接,而且热循环过程相对较慢,有利于焊缝中微量元素的扩散,提高焊缝性能 ,
目前,U型管、螺旋管型的一体式荧光灯即节能灯,成为灯具市场销售的主要产品。这种现象也得到了百安居金四季旗舰店总经理卢正洪的证实。据他介绍,百安居在两年前已经不再出售白炽灯,现在店内照明产品以节能灯为主。其他替代性照明产品,如普通荧光灯销售比例为20%,已经比较少了,常用的吸顶灯灯泡也换成了节能灯。“北京的消费者对节能灯已经接受,加上商家不断推出推广节能灯的活动,如回收白炽灯泡换节能灯等,收到了良好的效果。”
供应商信息