 欢迎访问山东钜昱机械制造有限公司的网站
欢迎访问山东钜昱机械制造有限公司的网站

- 公司名称:山东钜昱机械制造有限公司
- 联系人:田增强
- 手机:18615239366
- 公司地址:山东省济南市长清区双泉镇南付村村委会东500米路东
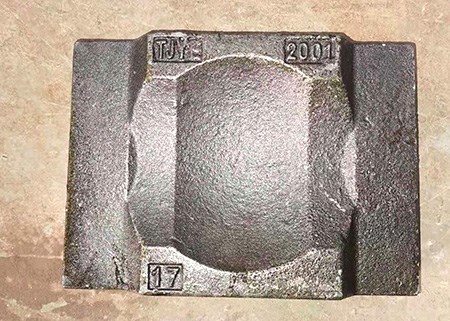
铝铸件
- 您当前的位置:
- 首页>
- 产品中心 >铝铸件 >汽车铝铸件厂家_山东铸造供应商-山东钜昱机械制造有限公司

- 产品名称:汽车铝铸件厂家_山东铸造供应商-山东钜昱机械制造有限公司
- 产品价格:面议
- 产品数量:1
- 保质/修期:5
- 保质/修期单位:年
- 更新日期:2021-05-11
产品说明
防止措施:①提高铝液流动性,尤其是精炼和扒渣.适当提高浇注温度和模具温度。提高浇注速度。改进铸件结构,调整厚度余量,设辅助筋通道等;②增大内浇道截面积;③改善排气条件,增设液流槽和排气线,深凹型腔处开设排气塞!使涂料薄而均匀,并待干燥后再合模!山东钜昱机械制造有限公司始终以【满足客户需求、实现合作共赢】为宗旨,注重开发客户需要的新产品!公司将以先进技术、过硬产品竭诚为您服务!山东钜昱机械制造有限公司愿与新老顾客携手共进,真诚合作,共创美好明天.
防止措施:①改进铸件结构,壁厚尽量均匀,多用过渡性连接,厚实部位可用镶件消除热节;②减小合金的收缩率;③适当增大内浇道截面积;④降低铝液温度和模具温度,采用温控和冷却装置,改善模具热平衡条件,改善模具排气条件,使用发气量少的涂料!十、空蚀产生原因:因压力突然变小,使合金液中的气体忽然膨胀,冲击模具,造成模具损伤!防止措施:避免浇道截面面积的急速变化!十欠铸(浇不足、轮廓不清、边角残缺)产生原因:①铝液流动性不强,其中含气量高,氧化皮较多;②浇注系统不良,如内浇道截面太小;③排气条件不良,如排气不畅,涂料过多,模温过高导致型腔内气压高使气体不易排出.
缩松缺陷特征:铝铸件缩松一般产生在内浇道附近非冒口根部厚大部位,壁的厚薄转接处和具有大平面的薄壁处!在铸态时断口为灰色、浅黄色经热处理后为灰白浅黄或灰黑色在X光底片上呈云雾状,严重的呈丝状缩松,或通过X光、荧光低倍断口等检查发现。产生原因:①冒口补缩作用差;②炉料含气量太大;③内浇道附近过热;④砂型水分过多,砂芯未烘干;⑤合金晶粒粗大;⑥铸件在铸型中的位置不当;⑦浇注温度过高,浇注速度太快!防止措施:①从冒口补浇金属液,改进冒口设计;②炉料应清洁无腐蚀;③铸件缩松处设置冒口,安放冷铁或冷铁与冒口联合使用;④控制型砂水分和砂芯干燥;⑤采取细化晶粒的措施;⑥改进铸件在铸型中的位置,降低浇注温度和浇注速度!
生铁铸造厂家_球铁铸造-山东钜昱机械制造有限公司
山东钜昱机械制造有限公司主营:铝铸件等等产品,涉及铸造等等行业。 公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。 多年来致力于铸造,拥有众多的专业人才,并通过多年以来不断的积累,在业界形成良好的口碑。 售后方面也赢得了用户的一致好评。您的满意是我们一直前进的动力。
山东钜昱机械制造有限公司,位于山东省济南市长清区双泉镇南付村村委会东500米路东。公司主营铸造行业,如何了解{推广产品}产品信息详情请拔打热线:18615239366增强。
汽车铝铸件厂家
青岛球铁加工厂_济南铸造价格-山东钜昱机械制造有限公司
裂纹缺陷特征:①铸造裂纹:沿晶界发展,常伴有偏析,是一种在较高温度下形成的裂纹,在体积收缩较大的合金和形状复杂的铸件中容易出现;②热处理裂纹;由于热处理过烧或过热引起,常呈穿日裂纹,常在生产应力和热膨涨系数较大的合金冷却速度太大,或存在其他冶金缺陷时产生.产生原因:①铸件结构设计不合理,有尖角、壁厚变化过于悬殊等;②砂型(芯)退让性不良;③铸型局部过热;④浇注温度过高;⑤自铸型中取出铸件过早;⑥热处理过热或过烧,冷却速度过大!
变形缺陷特征:铸件几何开关与设计要求不符的整体变形!产生原因:①铸件结构设计不合理,引起不均匀收缩;②开模过早,铸件刚度不够;③铸造斜度小,脱模困难;④取置铸件的操作不当;⑤铸件冷却进急冷引起的变形。防止措施:①改进铸件结构,使壁厚均匀;②确定开模时间,增加铸件刚度;③放大铸造斜度;④取放铸件应小心,轻取轻放;⑤放置在空气中缓慢冷却!凹陷缺陷特征:在平滑的表面上出现的凹陷部分!产生原因:①铸件结构不合理,在局部厚实部位产生热节;②合金收缩率大;③浇口截面积太小;④模温太高.
谁可以告诉我什么是铸件图?
铸件图是反映铸件实际尺寸、形状和技术要求的图样,它是铸造生产、铸件检验与验收的主要依据; 铸件图一般在由铸造厂家在产品工艺开发阶段,根据产品图纸,在产品图基础上增加起模斜度、加工余量、不铸出孔、槽,以及尺寸等技术要求的图样,作为铸造生产、铸件检验与产品验收的依据,或顾客有要求与产品图一起发送给铸造厂家作为产品验收的依据。
冲压件与铸件锻件有什么特点?
热冲压件精度和表面状态低于冷冲压件,但仍优于铸件、锻件,切削加工量少。冲压是*的生产方法,采用复合模,尤其是多工位级进模,可在一台压力机(单工位或多工位的)上完成多道冲压工序,实现由带料开卷、矫平、冲裁到成形、精整的全自动生产。生产效率高,劳动条件好,生产成本低,一般每分钟可生产数百件。 与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点。
请问铝铸件的材质G AlSi9 的“G”代表什么意思?该材质标准是EN AC43100.
EN AC43100 欧标 G AlSi9是德标DIN 1725-2-1986中的牌号 G是德国Germany的首写
近年来,太重在重点基础零部件领域表现优异,不断研发新产品。 太重重点基础零部件生产制造基地以太重榆液为项目建设主体,建设高端液压园区项目。项目将依托榆次液压产品、技术、人才、品牌销售等方面的优势,在原有产品的基础上,重点发展高压柱塞泵、高性能液压阀、高性能叶片泵、高性能齿轮泵、高性能油缸、高性能液压系统六大类高端液压产品。精心打造“一个园区(世界一流、国内第一的液压产品自主化产业园区)、二个中心(发展国家级技术中心,创建国家级液压产品实验检测中心、四个基地(一是国内技术含量最高、规模最大的机电液一体化液压元件制造基地;二是国内规模最大、高端技术的液压系统及装置制造基地;三是高压精密铸件生产基地;四是外向型液压产品出口基地)”为山西省提高装备制造水平,为改变我国高端液压产品长期依赖进口,为我国重大装备国产化做出新的贡献。 此外,太重研发生产的33万千瓦级汽轮机低压转子,是继30万千瓦发电机转子锻造成功之后,太重锻造领域的又一最新技术创新成果。该产品的锻件重量为111.12吨,与此前的30万千瓦发电机转子相比较,该产品对工艺、致密度及压制效果有更高的要求,由于在特大型钢锭锻造过程中首次采用了真空碳脱氧新型工艺,确保了锻件的纯净度。此外,低压转子的截面积较同级别电机转子截面积大30%~35%,使设备在实际运行过程中将低压蒸汽得以有效利用,体现了绿色环保的效果。
供应商信息



