
 欢迎访问德州钻星刀具有限公司的网站
欢迎访问德州钻星刀具有限公司的网站
所有 焊接式单刃枪钻 | 医疗行业整硬枪钻 | 160度扁钻焊接式枪钻 | 120度单刃焊接式枪钻 | 刀粒式枪钻_刀粒式钻头 | 刀粒式钻头_刀粒式枪钻 | 镶刀粒式枪钻 | 数控四轴钻机床_数控四轴钻头机床 | 数控枪钻四轴机床_数控枪钻四轴钻床 | 数控双轴钻头机床_数控双轴钻床 | 数控钻床 双轴钻床_数控双轴枪钻机床 | 数控钻头双轴机床 | 焊接式枪钻钻头_焊接式钻头枪钻 | 小孔钻头机床_小孔枪钻机床 | 微小孔钻头机床 | 数控钻头单轴机床_数控单轴枪钻机床 | 钻头磨刀机_钻头磨床 | 枪钻深孔工具磨床_钻头深孔工具磨床 | 枪钻深孔孔工具磨床 | 整体硬质合金钻头_整体硬质合金深孔钻头 | 机夹式刀具_机夹深孔钻头 | 机夹式深孔枪钻_机夹式深孔钻 | 汽车行业深孔钻头_汽车行业深孔刀具 | 焊接式钻头_模具行业深孔刀具 | 焊接式深孔刀具_模具行业深孔钻头 | 合金钻头 医疗行业_医疗行业整硬钻头 | 环模行业整硬合金枪钻_整体硬质合金深孔枪钻 | 医疗行业整硬钻头_合金钻头 | 整体合金枪钻_深孔钻头 | 机夹式深孔钻头 | 深孔刀具整体硬质合金枪钻_整体硬质合金钻头 | 焊接式深孔钻头 | 数控深孔钻机床 单轴_数控深孔钻机床 | 镶刀粒式钻头 | 深孔刀具 整体硬质合金钻头_深孔刀具 | 深孔刀具焊接式钻头 | 机夹式钻头 | 钻星整体硬质合金枪钻_整体硬质合金枪钻钻头 | 钻星焊接式枪钻_焊接式枪钻钻头 | 枪钻和BTA复合型三坐标深孔钻床_枪钻和BTA钻复合型钻床 | 数控三坐标枪钻机床 | 数控四轴枪钻机床_数控四轴钻机床 | 数控双轴枪钻机床_数控双轴钻机床 | 数控单轴钻机床 | 小孔枪钻机床_微小孔枪钻机床 | 枪钻深孔钻工具磨床_钻头磨刀机 | 机夹式枪钻 | 整体硬质合金枪钻 | 焊接式枪钻_深孔枪钻 |
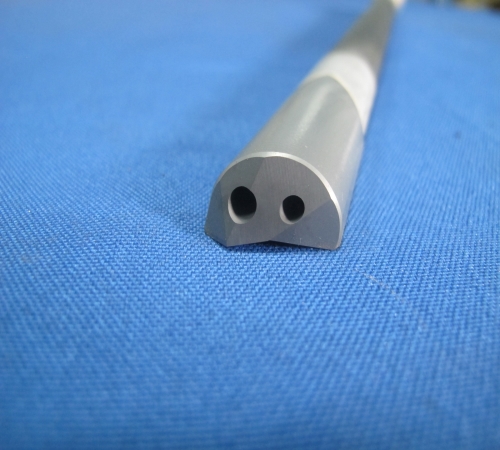
焊接式单刃枪钻



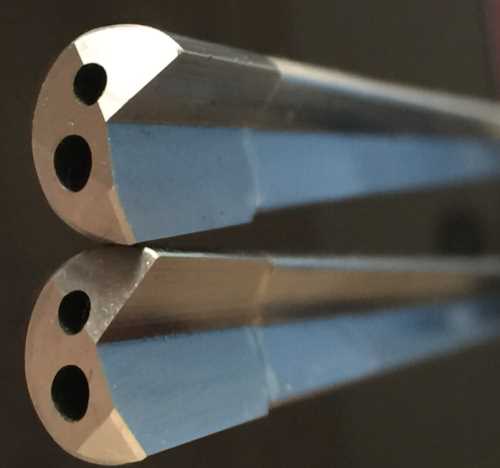
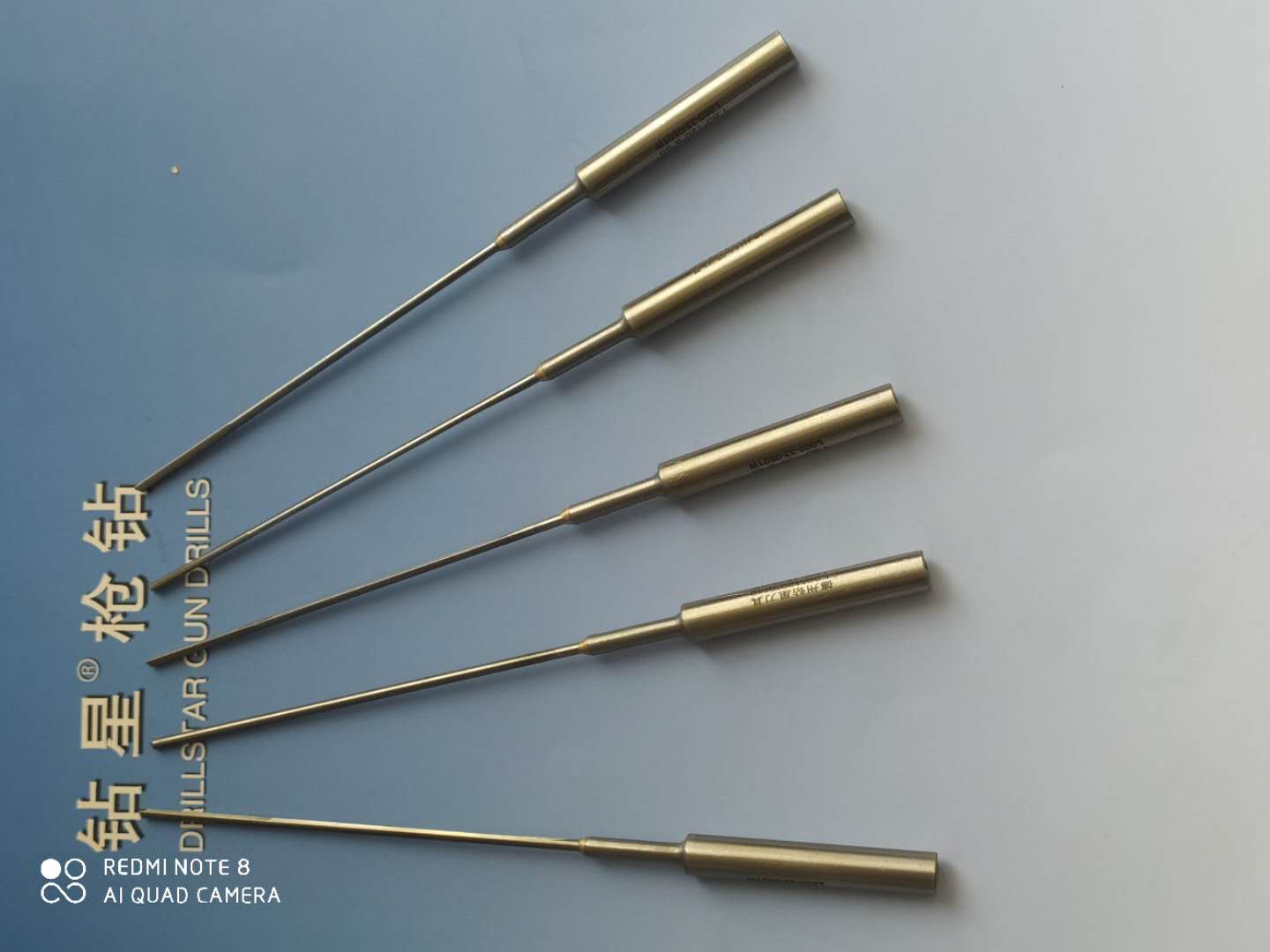
枪钻,代表着先进的孔加工技术。枪钻不但可用来加工深孔(长径比>10),而且也可用来加工精密浅孔。枪钻一般由钻柄、钻杆、钻头三部分焊接在一起。枪钻中间有一通孔,是切削液进入切削区的通道。焊接式单刃枪钻是所有深孔加工领域中应用为普遍广泛的一种刀具,在优良的工况中加工出来的孔,精度可以达到it7级,在实际加工中,它一次加工就完成了传统的钻,扩,铰等工艺,大幅缩短了零件加工时间,由于它这种优异的工艺可靠性,使它在中浅孔加工中同样大显身手,加上它可适用于不同的钻孔机床及改造后的数控车床,普通车床和卧式或者立式CNC等通用性广泛的机床上面,使得枪钻加工在工业制造中常见而富有效率。
医疗行业整硬枪钻

硬质合金,其硬度足以满足绝大多数材料的深孔加工,而且加工成本较低,所以应用为广泛。对一些特殊材料或者有特殊要求的深孔加工,普通枪钻往往达不到满意的加工效果。造成废品或者刀具消耗过大,生产成本增加。此时可以通过给钻头做涂层或者用特殊材料制作钻头,来提高钻头加工质量。涂层技术可以让传统的硬质合金刀具的切削性能提高30%,在一些特殊的材料及加工场合可以得到更高的表面光洁度和尺寸精度。GSM枪钻涂层分为两类:TiN(黄颜色)和TiAlN(黑灰色)涂层枪钻主要应用:软材料的高精度孔加工;硬度较高的材料孔加工;
160度扁钻焊接式枪钻
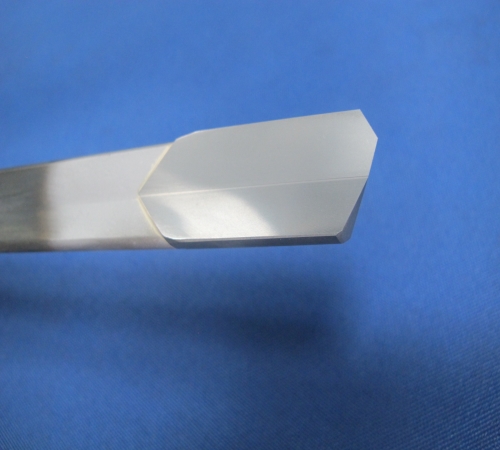
枪钻,代表着先进的孔加工技术。枪钻不但可用来加工深孔(长径比>10),而且也可用来加工精密浅孔。枪钻一般由钻柄、钻杆、钻头三部分焊接在一起。枪钻中间有一通孔,是切削液进入切削区的通道。焊接式单刃枪钻是所有深孔加工领域中应用为普遍广泛的一种刀具,在优良的工况中加工出来的孔,精度可以达到it7级,在实际加工中,它一次加工就完成了传统的钻,扩,铰等工艺,大幅缩短了零件加工时间,由于它这种优异的工艺可靠性,使它在中浅孔加工中同样大显身手,加上它可适用于不同的钻孔机床及改造后的数控车床,普通车床和卧式或者立式CNC等通用性广泛的机床上面,使得枪钻加工在工业制造中常见而富有效率。
120度单刃焊接式枪钻
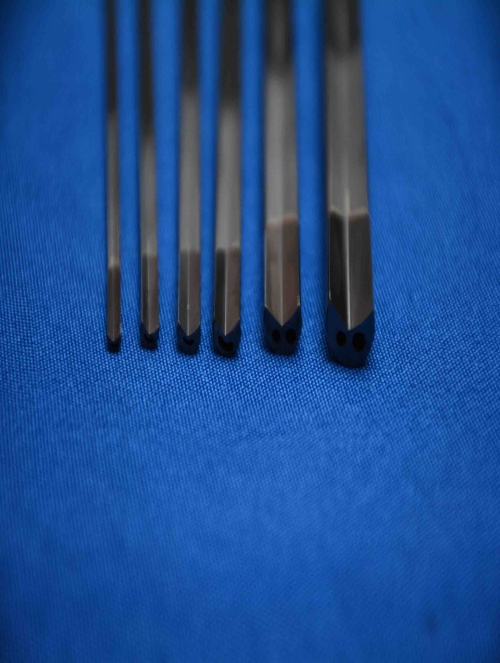
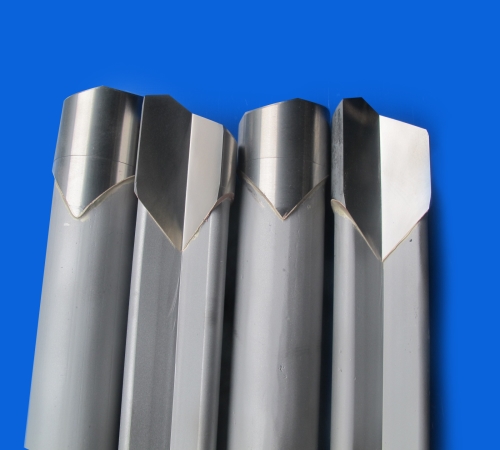

枪钻,代表着先进的孔加工技术。枪钻不但可用来加工深孔(长径比>10),而且也可用来加工精密浅孔。枪钻一般由钻柄、钻杆、钻头三部分焊接在一起。枪钻中间有一通孔,是切削液进入切削区的通道。焊接式单刃枪钻是所有深孔加工领域中应用为普遍广泛的一种刀具,在优良的工况中加工出来的孔,精度可以达到it7级,在实际加工中,它一次加工就完成了传统的钻,扩,铰等工艺,大幅缩短了零件加工时间,由于它这种优异的工艺可靠性,使它在中浅孔加工中同样大显身手,加上它可适用于不同的钻孔机床及改造后的数控车床,普通车床和卧式或者立式CNC等通用性广泛的机床上面,使得枪钻加工在工业制造中常见而富有效率。
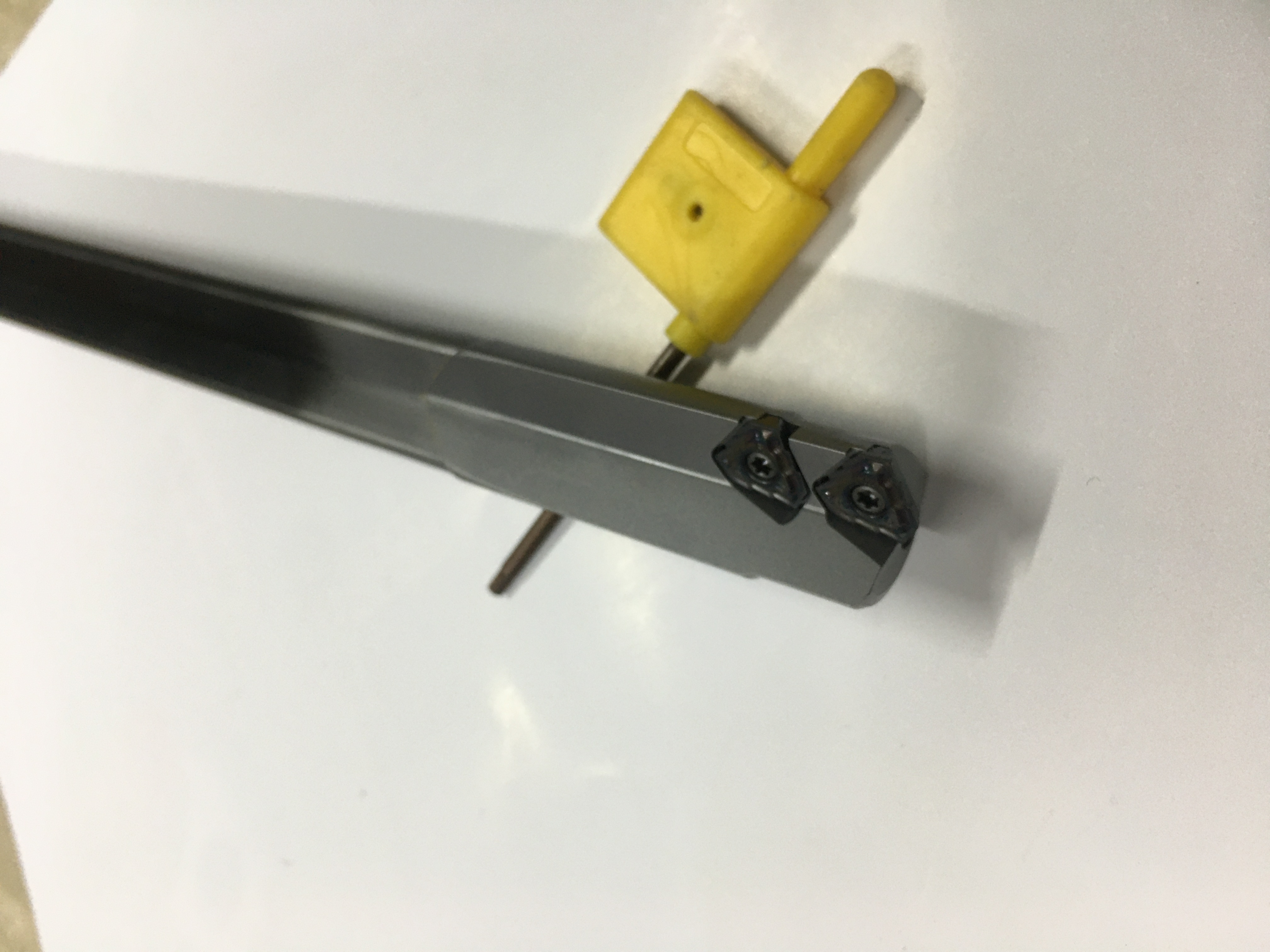
刀粒式枪钻_刀粒式钻头



刀粒式枪钻刀粒式枪钻具有断屑效果好,高进给,更换刀粒便捷等传统传统枪钻无法比拟的加工优势,但是加工孔径公差范围太大,对交叉空克服效果差,对加工机床稳定性要求高等方面又导致他的通用性不是很好。一般在盲孔,管板,棒料孔等要求不高的领域使用优点适用于车床,加工中心和深孔加工机。通过专门开发的几何形状来形成芯片小片来实现高效率缩短因磨损零件的快速更换而导致的停机时间易于使用,无需磨锐,无需调节长度,易损件库存。通过全涂层,边缘处理和可转位设计,延长了刀具寿命由于备有易损件和常见的男孩尺寸,因此可快速提供。三角形刀片具有3个切削刃。正前角排屑器和排屑槽的几何形状允许使用的进给速度是传统枪钻的进给速度的3至4倍。它们由微粉碳化物制成,并具有多种PVD耐磨涂层。
刀粒式钻头_刀粒式枪钻

镶刀粒式枪钻镶刀粒枪钻具有断屑效果好,高进给,更换刀粒便捷等传统传统枪钻无法比拟的加工优势,但是加工孔径公差范围太大,对交叉空克服效果差,对加工机床稳定性要求高等方面又导致他的通用性不是很好。一般在盲孔,管板,棒料孔等要求不高的领域使用优点适用于车床,加工中心和深孔加工机。通过专门开发的几何形状来形成芯片小片来实现高效率缩短因磨损零件的快速更换而导致的停机时间易于使用,无需磨锐,无需调节长度,易损件库存。通过全涂层,边缘处理和可转位设计,延长了刀具寿命由于备有易损件和常见的男孩尺寸,因此可快速提供。三角形刀片具有3个切削刃。正前角排屑器和排屑槽的几何形状允许使用的进给速度是传统枪钻的进给速度的3至4倍。它们由微粉碳化物制成,并具有多种PVD耐磨涂层。
镶刀粒式枪钻

镶刀粒式枪钻镶刀粒式枪钻具有断屑效果好,高进给,更换刀粒便捷等传统传统枪钻无法比拟的加工优势,但是加工孔径公差范围太大,对交叉空克服效果差,对加工机床稳定性要求高等方面又导致他的通用性不是很好。一般在盲孔,管板,棒料孔等要求不高的领域使用优点适用于车床,加工中心和深孔加工机。通过专门开发的几何形状来形成芯片小片来实现高效率缩短因磨损零件的快速更换而导致的停机时间易于使用,无需磨锐,无需调节长度,易损件库存。通过全涂层,边缘处理和可转位设计,延长了刀具寿命由于备有易损件和常见的男孩尺寸,因此可快速提供。三角形刀片具有3个切削刃。正前角排屑器和排屑槽的几何形状允许使用的进给速度是传统枪钻的进给速度的3至4倍。它们由微粉碳化物制成,并具有多种PVD耐磨涂层。
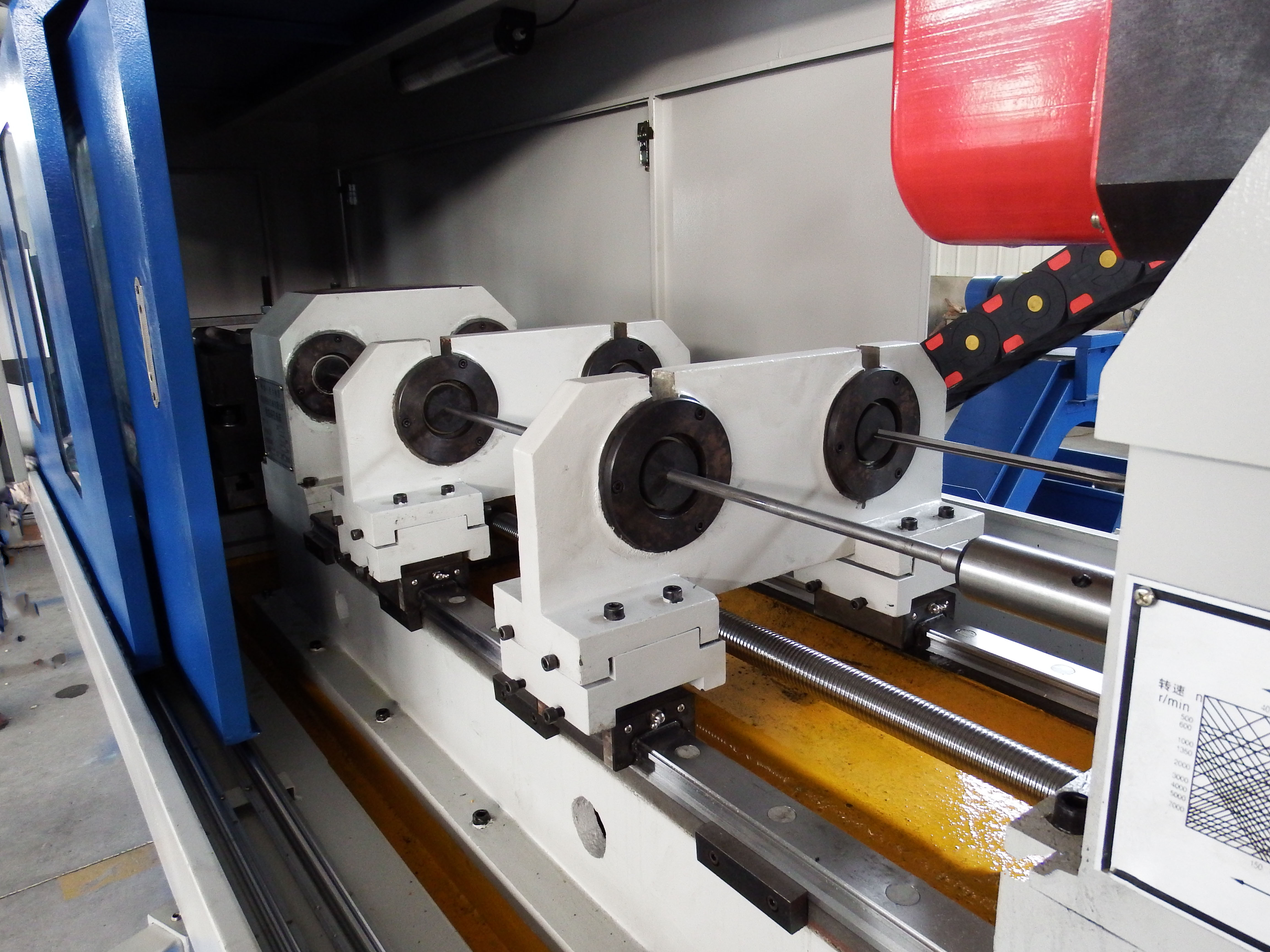
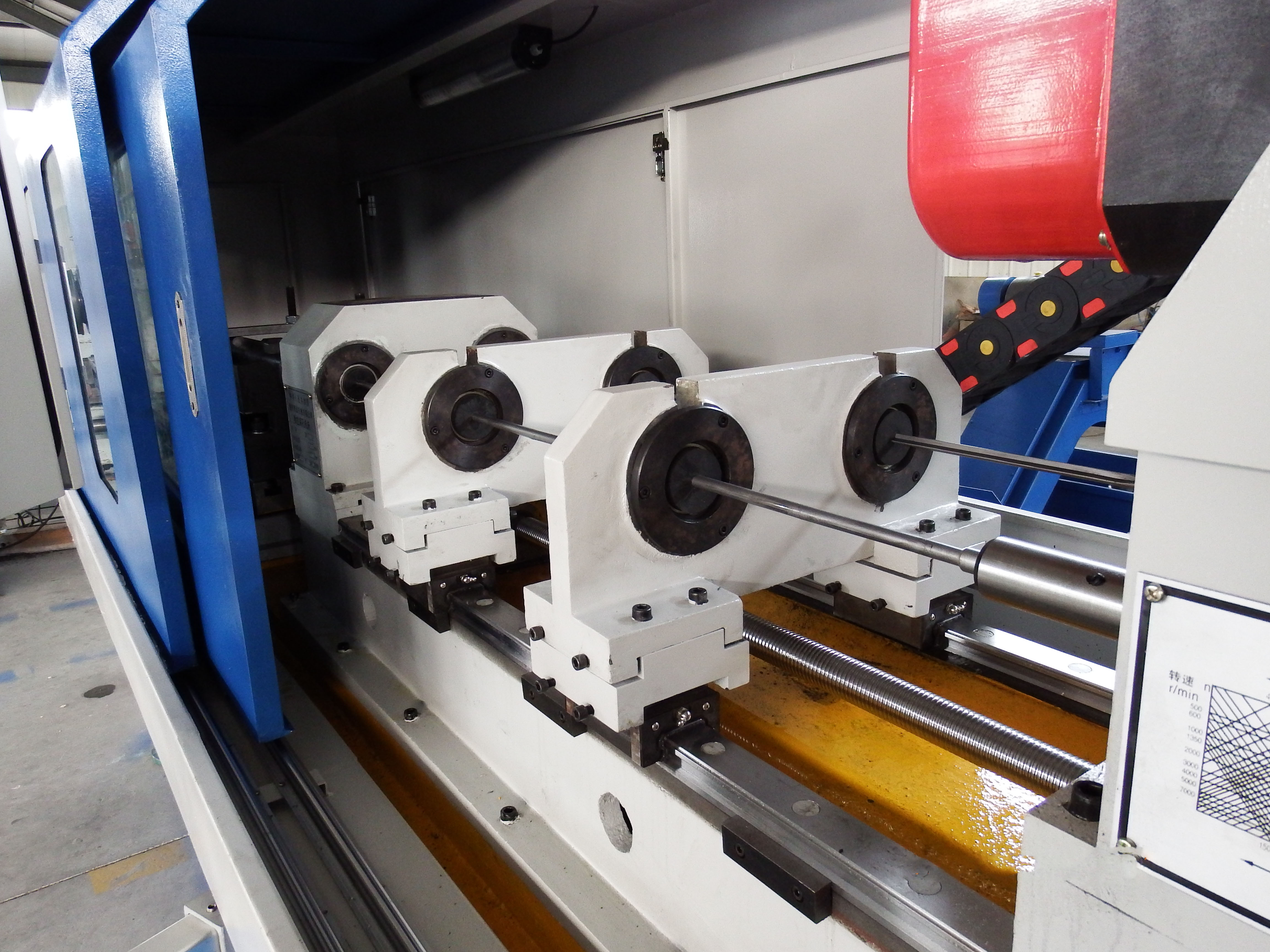
数控四轴钻机床_数控四轴钻头机床

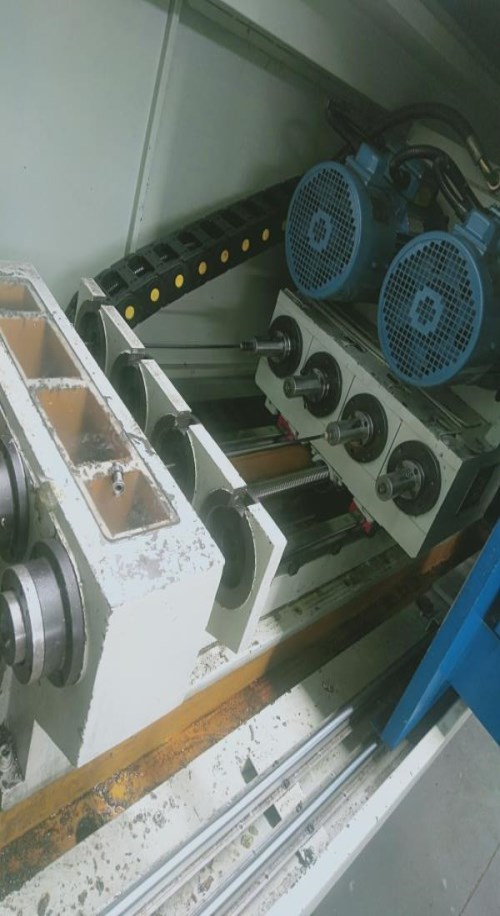
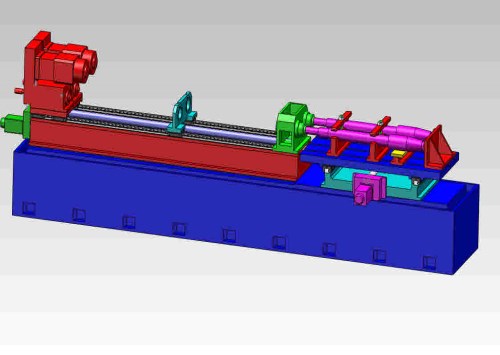
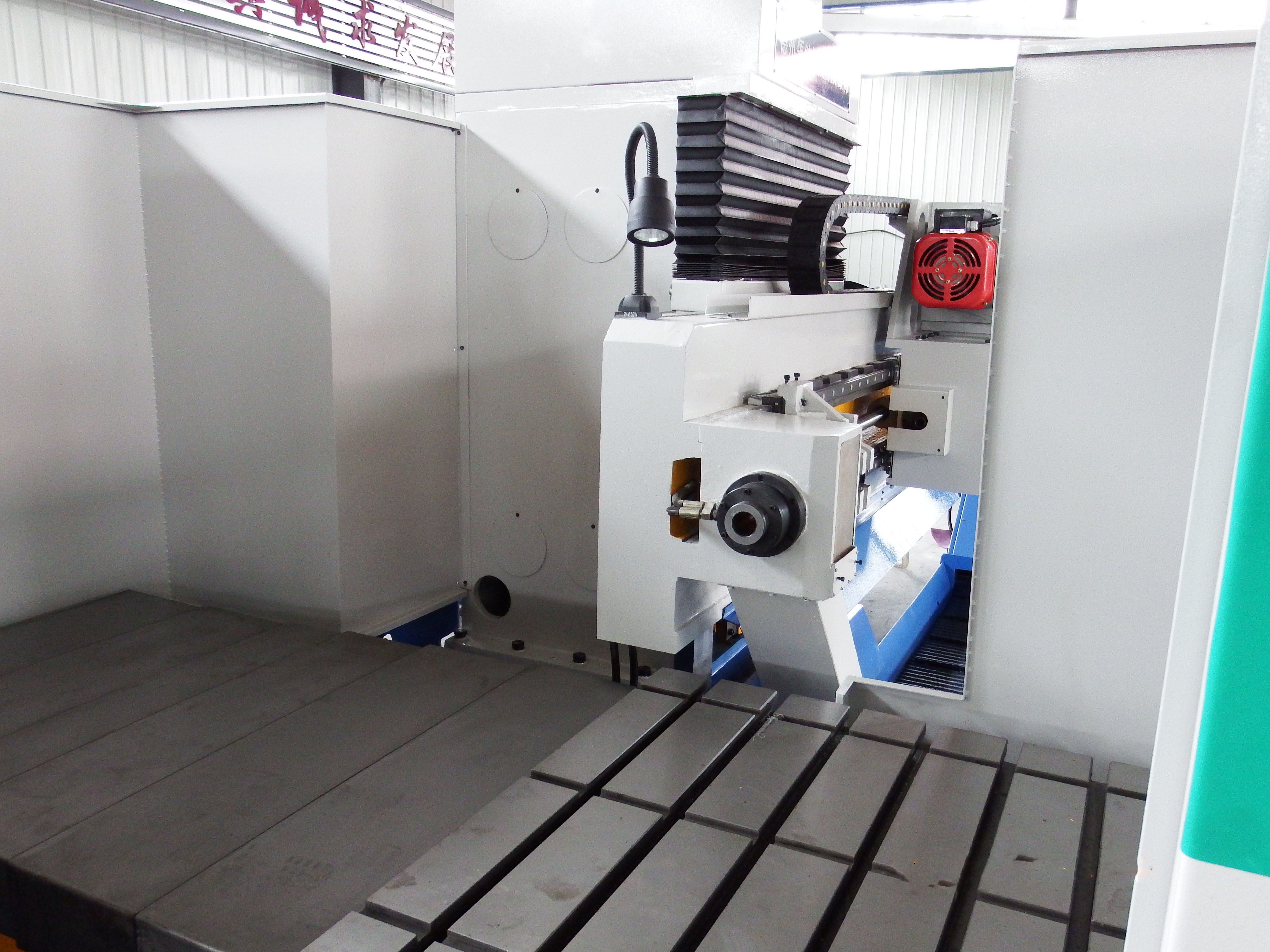
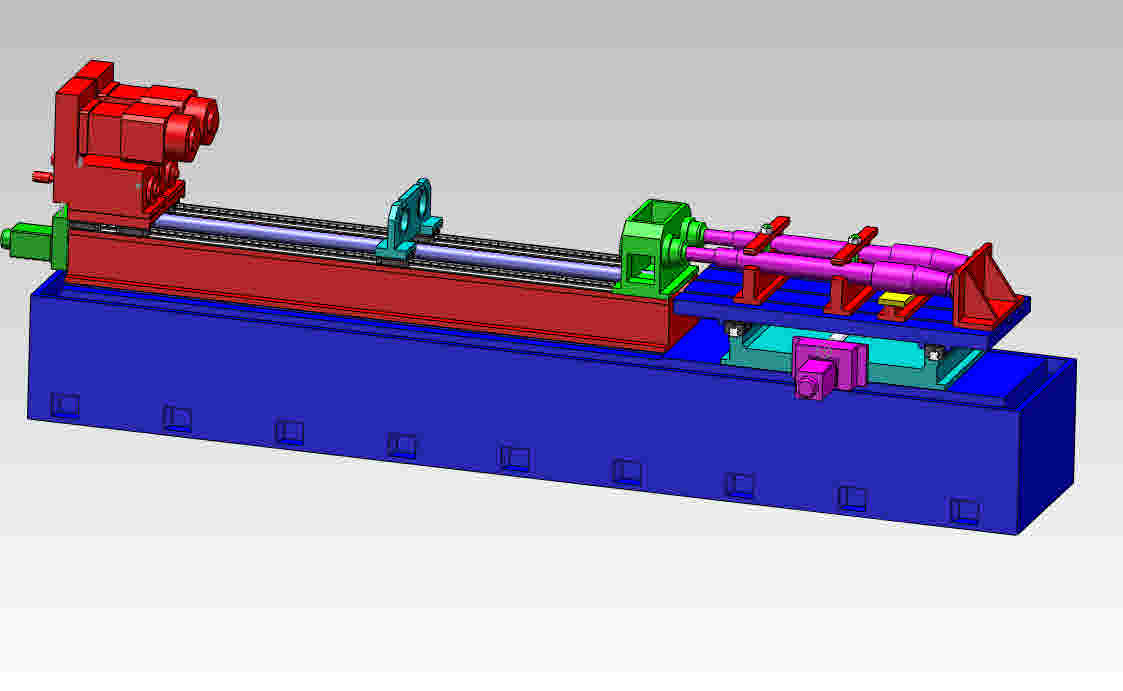
数控四轴枪钻机床机床结构:主要由床身动力头尾架支撑架高压供油系统数控系统和防护罩排屑箱组成。A,配置旋转式尾架可加工轴类零件中孔B,配置工作台及相应夹具可实现对非旋转工件和偏心孔工件的批量加工机床操作简单,加工效率高,易维护,加工质量高动力头和尾架钻削动力头安装于线性导轨上,用伺服电机与滚珠丝杠驱动实现刀具进给,稳定可靠。旋转式夹紧尾架适用于轴类工件中孔的夹紧加工,采用液压夹紧,同步带轮传动,实现工件的旋转,可提高孔的形位公差,不同长度的工件夹紧位置采用手动或电控调整,简单可靠。排屑与冷却:紧凑型过滤装置,过滤精度达10-20um,可根据加工材料选择不同的排屑器。可配置油冷机,有效控制切屑液油温。
数控枪钻四轴机床_数控枪钻四轴钻床

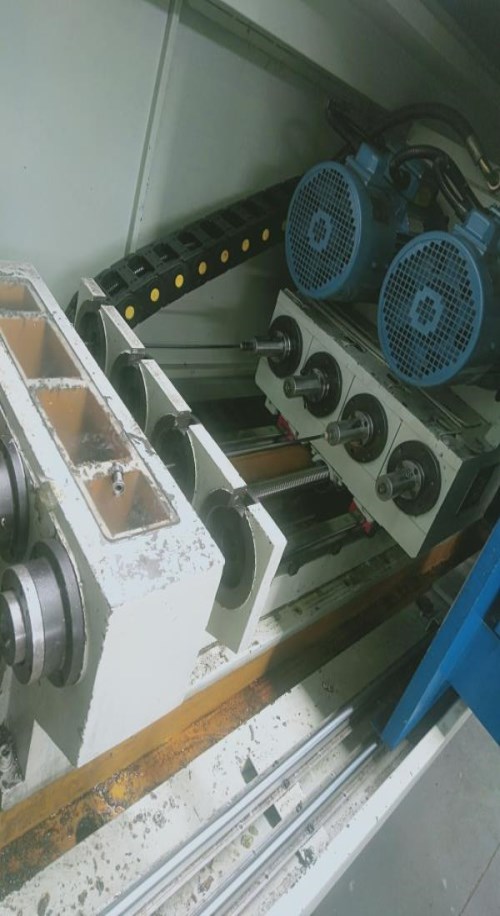
数控四轴枪钻机床机床结构:主要由床身动力头尾架支撑架高压供油系统数控系统和防护罩排屑箱组成。A,配置旋转式尾架可加工轴类零件中孔B,配置工作台及相应夹具可实现对非旋转工件和偏心孔工件的批量加工机床操作简单,加工效率高,易维护,加工质量高动力头和尾架钻削动力头安装于线性导轨上,用伺服电机与滚珠丝杠驱动实现刀具进给,稳定可靠。旋转式夹紧尾架适用于轴类工件中孔的夹紧加工,采用液压夹紧,同步带轮传动,实现工件的旋转,可提高孔的形位公差,不同长度的工件夹紧位置采用手动或电控调整,简单可靠。排屑与冷却:紧凑型过滤装置,过滤精度达10-20um,可根据加工材料选择不同的排屑器。可配置油冷机,有效控制切屑液油温。
数控双轴钻头机床_数控双轴钻床

数控双轴枪钻机床机床结构:主要由床身动力头尾架支撑架高压供油系统数控系统和防护罩排屑箱组成。A,配置旋转式尾架可加工轴类零件中孔B,配置工作台及相应夹具可实现对非旋转工件和偏心孔工件的批量加工机床操作简单,加工效率高,易维护,加工质量高动力头和尾架钻削动力头安装于线性导轨上,用伺服电机与滚珠丝杠驱动实现刀具进给,稳定可靠。旋转式夹紧尾架适用于轴类工件中孔的夹紧加工,采用液压夹紧,同步带轮传动,实现工件的旋转,可提高孔的形位公差,不同长度的工件夹紧位置采用手动或电控调整,简单可靠。排屑与冷却:紧凑型过滤装置,过滤精度达10-20um,可根据加工材料选择不同的排屑器。可配置油冷机,有效控制切屑液油温。
数控钻床 双轴钻床_数控双轴枪钻机床

数控双轴枪钻机床机床结构:主要由床身动力头尾架支撑架高压供油系统数控系统和防护罩排屑箱组成。A,配置旋转式尾架可加工轴类零件中孔B,配置工作台及相应夹具可实现对非旋转工件和偏心孔工件的批量加工机床操作简单,加工效率高,易维护,加工质量高动力头和尾架钻削动力头安装于线性导轨上,用伺服电机与滚珠丝杠驱动实现刀具进给,稳定可靠。旋转式夹紧尾架适用于轴类工件中孔的夹紧加工,采用液压夹紧,同步带轮传动,实现工件的旋转,可提高孔的形位公差,不同长度的工件夹紧位置采用手动或电控调整,简单可靠。排屑与冷却:紧凑型过滤装置,过滤精度达10-20um,可根据加工材料选择不同的排屑器。可配置油冷机,有效控制切屑液油温。
数控钻头双轴机床



数控双轴枪钻机床机床结构:主要由床身动力头尾架支撑架高压供油系统数控系统和防护罩排屑箱组成。A,配置旋转式尾架可加工轴类零件中孔B,配置工作台及相应夹具可实现对非旋转工件和偏心孔工件的批量加工机床操作简单,加工效率高,易维护,加工质量高动力头和尾架钻削动力头安装于线性导轨上,用伺服电机与滚珠丝杠驱动实现刀具进给,稳定可靠。旋转式夹紧尾架适用于轴类工件中孔的夹紧加工,采用液压夹紧,同步带轮传动,实现工件的旋转,可提高孔的形位公差,不同长度的工件夹紧位置采用手动或电控调整,简单可靠。排屑与冷却:紧凑型过滤装置,过滤精度达10-20um,可根据加工材料选择不同的排屑器。可配置油冷机,有效控制切屑液油温。
焊接式枪钻钻头_焊接式钻头枪钻


枪钻,代表着先进的孔加工技术。枪钻不但可用来加工深孔(长径比>10),而且也可用来加工精密浅孔。枪钻一般由钻柄、钻杆、钻头三部分焊接在一起。枪钻中间有一通孔,是切削液进入切削区的通道。焊接式单刃枪钻是所有深孔加工领域中应用为普遍广泛的一种刀具,在优良的工况中加工出来的孔,精度可以达到it7级,在实际加工中,它一次加工就完成了传统的钻,扩,铰等工艺,大幅缩短了零件加工时间,由于它这种优异的工艺可靠性,使它在中浅孔加工中同样大显身手,加上它可适用于不同的钻孔机床及改造后的数控车床,普通车床和卧式或者立式CNC等通用性广泛的机床上面,使得枪钻加工在工业制造中常见而富有效率。
小孔钻头机床_小孔枪钻机床
详细介绍:1、小型枪钻机床采用卧式T字形布局,结构紧凑合理,占地面积小。2、工作台底座与机床床身为灰铁铸造,分体安装,连接方便可靠。3、进给运动部件为滚动导轨,滚珠丝杠,数控程序控制,运动平稳。4、钻杆主轴电机矢量变频调速,无级变速,可加工孔径范围广。5、油温自动冷,自动排屑滤屑。6、机床局部防护,操作稳定,外观整洁美观。7、导向套气动顶紧工件,自动化程度高。8、所有加工动作均为数控控制,一键完成。
微小孔钻头机床
详细介绍:1、小型枪钻机床采用卧式T字形布局,结构紧凑合理,占地面积小。2、工作台底座与机床床身为灰铁铸造,分体安装,连接方便可靠。3、进给运动部件为滚动导轨,滚珠丝杠,数控程序控制,运动平稳。4、钻杆主轴电机矢量变频调速,无级变速,可加工孔径范围广。5、油温自动冷,自动排屑滤屑。6、机床局部防护,操作稳定,外观整洁美观。7、导向套气动顶紧工件,自动化程度高。8、所有加工动作均为数控控制,一键完成。
数控钻头单轴机床_数控单轴枪钻机床

数控单轴枪钻机床机床结构:主要由床身动力头尾架支撑架高压供油系统数控系统和防护罩排屑箱组成。A,配置旋转式尾架可加工轴类零件中孔B,配置工作台及相应夹具可实现对非旋转工件和偏心孔工件的批量加工机床操作简单,加工效率高,易维护,加工质量高动力头和尾架钻削动力头安装于线性导轨上,用伺服电机与滚珠丝杠驱动实现刀具进给,稳定可靠。旋转式夹紧尾架适用于轴类工件中孔的夹紧加工,采用液压夹紧,同步带轮传动,实现工件的旋转,可提高孔的形位公差,不同长度的工件夹紧位置采用手动或电控调整,简单可靠。排屑与冷却:紧凑型过滤装置,过滤精度达10-20um,可根据加工材料选择不同的排屑器。可配置油冷机,有效控制切屑液油温。数控单轴枪钻机床机床结构:主要由床身动力头尾架支撑架高压供油系统数控系统和防护罩排屑箱组成。A,配置旋转式尾架可加工轴类零件中孔B,配置工作台及相应夹具可实现对非旋转工件和偏心孔工件的批量加工机床操作简单,加工效率高,易维护,加工质量高动力头和尾架钻削动力头安装于线性导轨上,用伺服电机与滚珠丝杠驱动实现刀具进给,稳定可靠。旋转式夹紧尾架适用于轴类工件中孔的夹紧加工,采用液压夹紧,同步带轮传动,实现工件的旋转,可提高孔的形位公差,不同长度的工件夹紧位置采用手动或电控调整,简单可靠。排屑与冷却:紧凑型过滤装置,过滤精度达10-20um,可根据加工材料选择不同的排屑器。可配置油冷机,有效控制切屑液油温。
钻头磨刀机_钻头磨床

GD-600型标准枪钻深孔孔工具磨床采用精密滚动导轨,高速电机,工作运动平稳,摩擦力小。砂轮机可以在水平和竖直平面内转动,扩大了机床的使用范围。与磨刀夹具配合,可修磨各种枪钻。50Q枪钻夹具用于枪钻刃磨的专用工装;其结构紧凑,装夹方便合理,调整简单,加工省时(一次装夹可完成全部角度的刃磨);所加工的钻刃强度高、精度好;磨削范围¢3~¢38(可改¢3~40);该款磨床适用于深孔钻枪钻修磨角度,具有外观美观,小巧,搬运方便,操作特别轻巧,灵敏;远销海内外!
枪钻深孔工具磨床_钻头深孔工具磨床

GD-600型标准枪钻深孔孔工具磨床采用精密滚动导轨,高速电机,工作运动平稳,摩擦力小。砂轮机可以在水平和竖直平面内转动,扩大了机床的使用范围。与磨刀夹具配合,可修磨各种枪钻。50Q枪钻夹具用于枪钻刃磨的专用工装;其结构紧凑,装夹方便合理,调整简单,加工省时(一次装夹可完成全部角度的刃磨);所加工的钻刃强度高、精度好;磨削范围¢3~¢38(可改¢3~40);该款磨床适用于深孔钻枪钻修磨角度,具有外观美观,小巧,搬运方便,操作特别轻巧,灵敏;远销海内外!
枪钻深孔孔工具磨床

GD-600型标准枪钻深孔孔工具磨床采用精密滚动导轨,高速电机,工作运动平稳,摩擦力小。砂轮机可以在水平和竖直平面内转动,扩大了机床的使用范围。与磨刀夹具配合,可修磨各种枪钻。50Q枪钻夹具用于枪钻刃磨的专用工装;其结构紧凑,装夹方便合理,调整简单,加工省时(一次装夹可完成全部角度的刃磨);所加工的钻刃强度高、精度好;磨削范围¢3~¢38(可改¢3~40);该款磨床适用于深孔钻枪钻修磨角度,具有外观美观,小巧,搬运方便,操作特别轻巧,灵敏;远销海内外!
整体硬质合金钻头_整体硬质合金深孔钻头


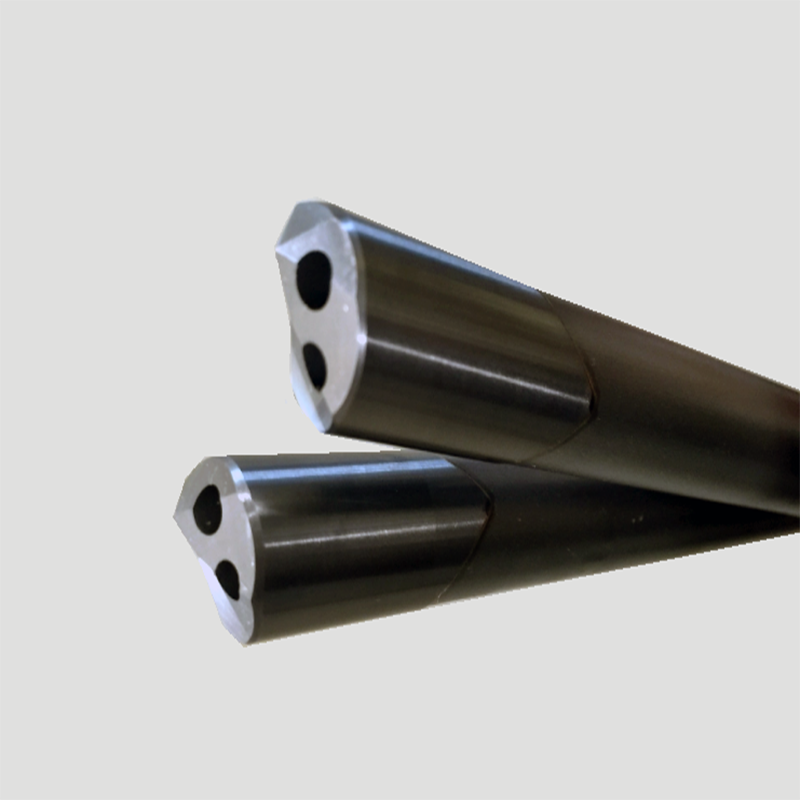
整体硬质合金枪钻它的刀杆和刀头部位由整支的合金棒料研磨而成,中间没有焊接点。夹持部位有焊接刀或直接夹装刀杆2种方式。深空钻机床针对不同的装夹方式,钻星刀具采用相应的刀柄款式用来满足各种不同品牌的深空钻机床装夹。因刀头和刀杆为整体硬质合金,在实际生产过程中在机床上一次磨削完成,所以刀具整体的直线度会非常的好,而且刀头和刀杆不进行焊接,较之焊接式和镶刀粒枪钻,不存在因为焊接而产生的热应力,从而使得枪钻在日常使用过程中稳定性好,降低因为焊接不牢而产生的掉头现象,综其上述固有优点,使得整体硬质合金枪钻在使用过程中有更优异的孔加工稳定性,使用寿命更长等优点。钻星枪钻硬度高、刚性好、精度准、经久耐用,性价比高。
机夹式刀具_机夹深孔钻头


机夹式枪钻机夹式枪钻具有断屑效果好,高进给,更换刀粒便捷等传统传统枪钻无法比拟的加工优势,但是加工孔径公差范围太大,对交叉空克服效果差,对加工机床稳定性要求高等方面又导致他的通用性不是很好。一般在盲孔,管板,棒料孔等要求不高的领域使用优点适用于车床,加工中心和深孔加工机。通过专门开发的几何形状来形成芯片小片来实现高效率缩短因磨损零件的快速更换而导致的停机时间易于使用,无需磨锐,无需调节长度,易损件库存。通过全涂层,边缘处理和可转位设计,延长了刀具寿命由于备有易损件和常见的男孩尺寸,因此可快速提供。三角形刀片具有3个切削刃。正前角排屑器和排屑槽的几何形状允许使用的进给速度是传统枪钻的进给速度的3至4倍。它们由微粉碳化物制成,并具有多种PVD耐磨涂层。
机夹式深孔枪钻_机夹式深孔钻


机夹式枪钻机夹式枪钻具有断屑效果好,高进给,更换刀粒便捷等传统传统枪钻无法比拟的加工优势,但是加工孔径公差范围太大,对交叉空克服效果差,对加工机床稳定性要求高等方面又导致他的通用性不是很好。一般在盲孔,管板,棒料孔等要求不高的领域使用优点适用于车床,加工中心和深孔加工机。通过专门开发的几何形状来形成芯片小片来实现高效率缩短因磨损零件的快速更换而导致的停机时间易于使用,无需磨锐,无需调节长度,易损件库存。通过全涂层,边缘处理和可转位设计,延长了刀具寿命由于备有易损件和常见的男孩尺寸,因此可快速提供。三角形刀片具有3个切削刃。正前角排屑器和排屑槽的几何形状允许使用的进给速度是传统枪钻的进给速度的3至4倍。它们由微粉碳化物制成,并具有多种PVD耐磨涂层。
汽车行业深孔钻头_汽车行业深孔刀具

枪钻,代表着先进的孔加工技术。枪钻不但可用来加工深孔(长径比>10),而且也可用来加工精密浅孔。枪钻一般由钻柄、钻杆、钻头三部分焊接在一起。枪钻中间有一通孔,是切削液进入切削区的通道。焊接式单刃枪钻是所有深孔加工领域中应用为普遍广泛的一种刀具,在优良的工况中加工出来的孔,精度可以达到it7级,在实际加工中,它一次加工就完成了传统的钻,扩,铰等工艺,大幅缩短了零件加工时间,由于它这种优异的工艺可靠性,使它在中浅孔加工中同样大显身手,加上它可适用于不同的钻孔机床及改造后的数控车床,普通车床和卧式或者立式CNC等通用性广泛的机床上面,使得枪钻加工在工业制造中常见而富有效率。
焊接式钻头_模具行业深孔刀具
枪钻,代表着先进的孔加工技术。枪钻不但可用来加工深孔(长径比>10),而且也可用来加工精密浅孔。枪钻一般由钻柄、钻杆、钻头三部分焊接在一起。枪钻中间有一通孔,是切削液进入切削区的通道。焊接式单刃枪钻是所有深孔加工领域中应用为普遍广泛的一种刀具,在优良的工况中加工出来的孔,精度可以达到it7级,在实际加工中,它一次加工就完成了传统的钻,扩,铰等工艺,大幅缩短了零件加工时间,由于它这种优异的工艺可靠性,使它在中浅孔加工中同样大显身手,加上它可适用于不同的钻孔机床及改造后的数控车床,普通车床和卧式或者立式CNC等通用性广泛的机床上面,使得枪钻加工在工业制造中常见而富有效率。
焊接式深孔刀具_模具行业深孔钻头

枪钻,代表着先进的孔加工技术。枪钻不但可用来加工深孔(长径比>10),而且也可用来加工精密浅孔。枪钻一般由钻柄、钻杆、钻头三部分焊接在一起。枪钻中间有一通孔,是切削液进入切削区的通道。焊接式单刃枪钻是所有深孔加工领域中应用为普遍广泛的一种刀具,在优良的工况中加工出来的孔,精度可以达到it7级,在实际加工中,它一次加工就完成了传统的钻,扩,铰等工艺,大幅缩短了零件加工时间,由于它这种优异的工艺可靠性,使它在中浅孔加工中同样大显身手,加上它可适用于不同的钻孔机床及改造后的数控车床,普通车床和卧式或者立式CNC等通用性广泛的机床上面,使得枪钻加工在工业制造中常见而富有效率。
合金钻头 医疗行业_医疗行业整硬钻头

整体硬质合金枪钻它的刀杆和刀头部位由整支的合金棒料研磨而成,中间没有焊接点。夹持部位有焊接刀或直接夹装刀杆2种方式。深空钻机床针对不同的装夹方式,钻星刀具采用相应的刀柄款式用来满足各种不同品牌的深空钻机床装夹。因刀头和刀杆为整体硬质合金,在实际生产过程中在机床上一次磨削完成,所以刀具整体的直线度会非常的好,而且刀头和刀杆不进行焊接,较之焊接式和镶刀粒枪钻,不存在因为焊接而产生的热应力,从而使得枪钻在日常使用过程中稳定性好,降低因为焊接不牢而产生的掉头现象,综其上述固有优点,使得整体硬质合金枪钻在使用过程中有更优异的孔加工稳定性,使用寿命更长等优点。钻星枪钻硬度高、刚性好、精度准、经久耐用,性价比高。
环模行业整硬合金枪钻_整体硬质合金深孔枪钻

整体硬质合金枪钻它的刀杆和刀头部位由整支的合金棒料研磨而成,中间没有焊接点。夹持部位有焊接刀或直接夹装刀杆2种方式。深空钻机床针对不同的装夹方式,钻星刀具采用相应的刀柄款式用来满足各种不同品牌的深空钻机床装夹。因刀头和刀杆为整体硬质合金,在实际生产过程中在机床上一次磨削完成,所以刀具整体的直线度会非常的好,而且刀头和刀杆不进行焊接,较之焊接式和镶刀粒枪钻,不存在因为焊接而产生的热应力,从而使得枪钻在日常使用过程中稳定性好,降低因为焊接不牢而产生的掉头现象,综其上述固有优点,使得整体硬质合金枪钻在使用过程中有更优异的孔加工稳定性,使用寿命更长等优点。钻星枪钻硬度高、刚性好、精度准、经久耐用,性价比高。
医疗行业整硬钻头_合金钻头

整体硬质合金枪钻它的刀杆和刀头部位由整支的合金棒料研磨而成,中间没有焊接点。夹持部位有焊接刀或直接夹装刀杆2种方式。深空钻机床针对不同的装夹方式,钻星刀具采用相应的刀柄款式用来满足各种不同品牌的深空钻机床装夹。因刀头和刀杆为整体硬质合金,在实际生产过程中在机床上一次磨削完成,所以刀具整体的直线度会非常的好,而且刀头和刀杆不进行焊接,较之焊接式和镶刀粒枪钻,不存在因为焊接而产生的热应力,从而使得枪钻在日常使用过程中稳定性好,降低因为焊接不牢而产生的掉头现象,综其上述固有优点,使得整体硬质合金枪钻在使用过程中有更优异的孔加工稳定性,使用寿命更长等优点。钻星枪钻硬度高、刚性好、精度准、经久耐用,性价比高。
整体合金枪钻_深孔钻头
整体硬质合金枪钻它的刀杆和刀头部位由整支的合金棒料研磨而成,中间没有焊接点。夹持部位有焊接刀或直接夹装刀杆2种方式。深空钻机床针对不同的装夹方式,钻星刀具采用相应的刀柄款式用来满足各种不同品牌的深空钻机床装夹。因刀头和刀杆为整体硬质合金,在实际生产过程中在机床上一次磨削完成,所以刀具整体的直线度会非常的好,而且刀头和刀杆不进行焊接,较之焊接式和镶刀粒枪钻,不存在因为焊接而产生的热应力,从而使得枪钻在日常使用过程中稳定性好,降低因为焊接不牢而产生的掉头现象,综其上述固有优点,使得整体硬质合金枪钻在使用过程中有更优异的孔加工稳定性,使用寿命更长等优点。钻星枪钻硬度高、刚性好、精度准、经久耐用,性价比高。
机夹式深孔钻头



机夹式枪钻机夹式枪钻具有断屑效果好,高进给,更换刀粒便捷等传统传统枪钻无法比拟的加工优势,但是加工孔径公差范围太大,对交叉空克服效果差,对加工机床稳定性要求高等方面又导致他的通用性不是很好。一般在盲孔,管板,棒料孔等要求不高的领域使用优点适用于车床,加工中心和深孔加工机。通过专门开发的几何形状来形成芯片小片来实现高效率缩短因磨损零件的快速更换而导致的停机时间易于使用,无需磨锐,无需调节长度,易损件库存。通过全涂层,边缘处理和可转位设计,延长了刀具寿命由于备有易损件和常见的男孩尺寸,因此可快速提供。三角形刀片具有3个切削刃。正前角排屑器和排屑槽的几何形状允许使用的进给速度是传统枪钻的进给速度的3至4倍。它们由微粉碳化物制成,并具有多种PVD耐磨涂层。
深孔刀具整体硬质合金枪钻_整体硬质合金钻头



整体硬质合金枪钻它的刀杆和刀头部位由整支的合金棒料研磨而成,中间没有焊接点。夹持部位有焊接刀或直接夹装刀杆2种方式。深空钻机床针对不同的装夹方式,钻星刀具采用相应的刀柄款式用来满足各种不同品牌的深空钻机床装夹。因刀头和刀杆为整体硬质合金,在实际生产过程中在机床上一次磨削完成,所以刀具整体的直线度会非常的好,而且刀头和刀杆不进行焊接,较之焊接式和镶刀粒枪钻,不存在因为焊接而产生的热应力,从而使得枪钻在日常使用过程中稳定性好,降低因为焊接不牢而产生的掉头现象,综其上述固有优点,使得整体硬质合金枪钻在使用过程中有更优异的孔加工稳定性,使用寿命更长等优点。钻星枪钻硬度高、刚性好、精度准、经久耐用,性价比高。
焊接式深孔钻头



枪钻,代表着先进的孔加工技术。枪钻不但可用来加工深孔(长径比>10),而且也可用来加工精密浅孔。枪钻一般由钻柄、钻杆、钻头三部分焊接在一起。枪钻中间有一通孔,是切削液进入切削区的通道。焊接式单刃枪钻是所有深孔加工领域中应用为普遍广泛的一种刀具,在优良的工况中加工出来的孔,精度可以达到it7级,在实际加工中,它一次加工就完成了传统的钻,扩,铰等工艺,大幅缩短了零件加工时间,由于它这种优异的工艺可靠性,使它在中浅孔加工中同样大显身手,加上它可适用于不同的钻孔机床及改造后的数控车床,普通车床和卧式或者立式CNC等通用性广泛的机床上面,使得枪钻加工在工业制造中常见而富有效率。
数控深孔钻机床 单轴_数控深孔钻机床


数控单轴枪钻机床机床结构:主要由床身动力头尾架支撑架高压供油系统数控系统和防护罩排屑箱组成。A,配置旋转式尾架可加工轴类零件中孔B,配置工作台及相应夹具可实现对非旋转工件和偏心孔工件的批量加工机床操作简单,加工效率高,易维护,加工质量高动力头和尾架钻削动力头安装于线性导轨上,用伺服电机与滚珠丝杠驱动实现刀具进给,稳定可靠。旋转式夹紧尾架适用于轴类工件中孔的夹紧加工,采用液压夹紧,同步带轮传动,实现工件的旋转,可提高孔的形位公差,不同长度的工件夹紧位置采用手动或电控调整,简单可靠。排屑与冷却:紧凑型过滤装置,过滤精度达10-20um,可根据加工材料选择不同的排屑器。可配置油冷机,有效控制切屑液油温。
镶刀粒式钻头


机夹式枪钻机夹式枪钻具有断屑效果好,高进给,更换刀粒便捷等传统传统枪钻无法比拟的加工优势,但是加工孔径公差范围太大,对交叉空克服效果差,对加工机床稳定性要求高等方面又导致他的通用性不是很好。一般在盲孔,管板,棒料孔等要求不高的领域使用优点适用于车床,加工中心和深孔加工机。通过专门开发的几何形状来形成芯片小片来实现高效率缩短因磨损零件的快速更换而导致的停机时间易于使用,无需磨锐,无需调节长度,易损件库存。通过全涂层,边缘处理和可转位设计,延长了刀具寿命由于备有易损件和常见的男孩尺寸,因此可快速提供。三角形刀片具有3个切削刃。正前角排屑器和排屑槽的几何形状允许使用的进给速度是传统枪钻的进给速度的3至4倍。它们由微粉碳化物制成,并具有多种PVD耐磨涂层。
深孔刀具 整体硬质合金钻头_深孔刀具



整体硬质合金枪钻它的刀杆和刀头部位由整支的合金棒料研磨而成,中间没有焊接点。夹持部位有焊接刀或直接夹装刀杆2种方式。深空钻机床针对不同的装夹方式,钻星刀具采用相应的刀柄款式用来满足各种不同品牌的深空钻机床装夹。因刀头和刀杆为整体硬质合金,在实际生产过程中在机床上一次磨削完成,所以刀具整体的直线度会非常的好,而且刀头和刀杆不进行焊接,较之焊接式和镶刀粒枪钻,不存在因为焊接而产生的热应力,从而使得枪钻在日常使用过程中稳定性好,降低因为焊接不牢而产生的掉头现象,综其上述固有优点,使得整体硬质合金枪钻在使用过程中有更优异的孔加工稳定性,使用寿命更长等优点。钻星枪钻硬度高、刚性好、精度准、经久耐用,性价比高。
深孔刀具焊接式钻头





枪钻,代表着先进的孔加工技术。枪钻不但可用来加工深孔(长径比>10),而且也可用来加工精密浅孔。枪钻一般由钻柄、钻杆、钻头三部分焊接在一起。枪钻中间有一通孔,是切削液进入切削区的通道。焊接式单刃枪钻是所有深孔加工领域中应用为普遍广泛的一种刀具,在优良的工况中加工出来的孔,精度可以达到it7级,在实际加工中,它一次加工就完成了传统的钻,扩,铰等工艺,大幅缩短了零件加工时间,由于它这种优异的工艺可靠性,使它在中浅孔加工中同样大显身手,加上它可适用于不同的钻孔机床及改造后的数控车床,普通车床和卧式或者立式CNC等通用性广泛的机床上面,使得枪钻加工在工业制造中常见而富有效率。
机夹式钻头



机夹式枪钻机夹式枪钻具有断屑效果好,高进给,更换刀粒便捷等传统传统枪钻无法比拟的加工优势,但是加工孔径公差范围太大,对交叉空克服效果差,对加工机床稳定性要求高等方面又导致他的通用性不是很好。一般在盲孔,管板,棒料孔等要求不高的领域使用优点适用于车床,加工中心和深孔加工机。通过专门开发的几何形状来形成芯片小片来实现高效率缩短因磨损零件的快速更换而导致的停机时间易于使用,无需磨锐,无需调节长度,易损件库存。通过全涂层,边缘处理和可转位设计,延长了刀具寿命由于备有易损件和常见的男孩尺寸,因此可快速提供。三角形刀片具有3个切削刃。正前角排屑器和排屑槽的几何形状允许使用的进给速度是传统枪钻的进给速度的3至4倍。它们由微粉碳化物制成,并具有多种PVD耐磨涂层。
钻星整体硬质合金枪钻_整体硬质合金枪钻钻头




整体硬质合金枪钻它的刀杆和刀头部位由整支的合金棒料研磨而成,中间没有焊接点。夹持部位有焊接刀或直接夹装刀杆2种方式。深空钻机床针对不同的装夹方式,钻星刀具采用相应的刀柄款式用来满足各种不同品牌的深空钻机床装夹。因刀头和刀杆为整体硬质合金,在实际生产过程中在机床上一次磨削完成,所以刀具整体的直线度会非常的好,而且刀头和刀杆不进行焊接,较之焊接式和镶刀粒枪钻,不存在因为焊接而产生的热应力,从而使得枪钻在日常使用过程中稳定性好,降低因为焊接不牢而产生的掉头现象,综其上述固有优点,使得整体硬质合金枪钻在使用过程中有更优异的孔加工稳定性,使用寿命更长等优点。钻星枪钻硬度高、刚性好、精度准、经久耐用,性价比高。
钻星焊接式枪钻_焊接式枪钻钻头




枪钻,代表着先进的孔加工技术。枪钻不但可用来加工深孔(长径比>10),而且也可用来加工精密浅孔。枪钻一般由钻柄、钻杆、钻头三部分焊接在一起。枪钻中间有一通孔,是切削液进入切削区的通道。焊接式单刃枪钻是所有深孔加工领域中应用为普遍广泛的一种刀具,在优良的工况中加工出来的孔,精度可以达到it7级,在实际加工中,它一次加工就完成了传统的钻,扩,铰等工艺,大幅缩短了零件加工时间,由于它这种优异的工艺可靠性,使它在中浅孔加工中同样大显身手,加上它可适用于不同的钻孔机床及改造后的数控车床,普通车床和卧式或者立式CNC等通用性广泛的机床上面,使得枪钻加工在工业制造中常见而富有效率。
枪钻和BTA复合型三坐标深孔钻床_枪钻和BTA钻复合型钻床

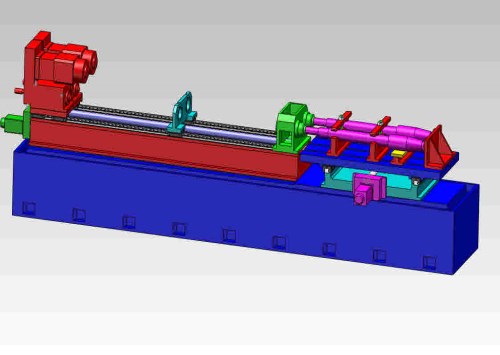
枪钻和BTA复合型三坐标枪钻一种新型的深孔加工机床,它具有X、Y、Z方向直线运动和工作台回转、Z轴回转的两个回转运动,为了解决回转后刀具和工件的距离问题,在W方向上又增加了一个直线运动轴,这样形成了四个直线运动两个回转运动的数控机床,如此复杂的机床给加工带来了方便,它有以下特点:一、工作台在圆周上实现了360°方向加工二、可实现顺时针15°,逆时针25°范围加工三、可进行铣削加工,实现钻铣在同一台机床进行,减少了工艺周期四、可实现数控六轴四联动控制,解决了复杂曲面和斜孔加工
数控三坐标枪钻机床


数控三坐标枪钻机床是高自动化数控深孔加工机床。X(工作台横移)、Y(工作台升降)、Z(钻杆进给)三轴均为交流伺服数控控制。可方便的加工异形体类、箱体类和轴类零件。液压系统与机床主机平行放置,整体结构紧凑,操作方便。配有自动排屑,过滤装置(磁性、纸带、网式、磁棒过滤)及油温冷却机,过滤精度可达20um。适用于大型工件异型工件模具工件深孔加工1,特殊需求可配置BTA加工2,加工能力可适当调整适用于大型工件异型工件模具工件深孔加工1,特殊需求可配置BTA加工2,加工能力可适当调整
数控四轴枪钻机床_数控四轴钻机床



数控四轴枪钻机床机床结构:主要由床身动力头尾架支撑架高压供油系统数控系统和防护罩排屑箱组成。A,配置旋转式尾架可加工轴类零件中孔B,配置工作台及相应夹具可实现对非旋转工件和偏心孔工件的批量加工机床操作简单,加工效率高,易维护,加工质量高动力头和尾架钻削动力头安装于线性导轨上,用伺服电机与滚珠丝杠驱动实现刀具进给,稳定可靠。旋转式夹紧尾架适用于轴类工件中孔的夹紧加工,采用液压夹紧,同步带轮传动,实现工件的旋转,可提高孔的形位公差,不同长度的工件夹紧位置采用手动或电控调整,简单可靠。排屑与冷却:紧凑型过滤装置,过滤精度达10-20um,可根据加工材料选择不同的排屑器。可配置油冷机,有效控制切屑液油温。
数控双轴枪钻机床_数控双轴钻机床
数控双轴枪钻机床机床结构:主要由床身动力头尾架支撑架高压供油系统数控系统和防护罩排屑箱组成。A,配置旋转式尾架可加工轴类零件中孔B,配置工作台及相应夹具可实现对非旋转工件和偏心孔工件的批量加工机床操作简单,加工效率高,易维护,加工质量高动力头和尾架钻削动力头安装于线性导轨上,用伺服电机与滚珠丝杠驱动实现刀具进给,稳定可靠。旋转式夹紧尾架适用于轴类工件中孔的夹紧加工,采用液压夹紧,同步带轮传动,实现工件的旋转,可提高孔的形位公差,不同长度的工件夹紧位置采用手动或电控调整,简单可靠。排屑与冷却:紧凑型过滤装置,过滤精度达10-20um,可根据加工材料选择不同的排屑器。可配置油冷机,有效控制切屑液油温。
数控单轴钻机床
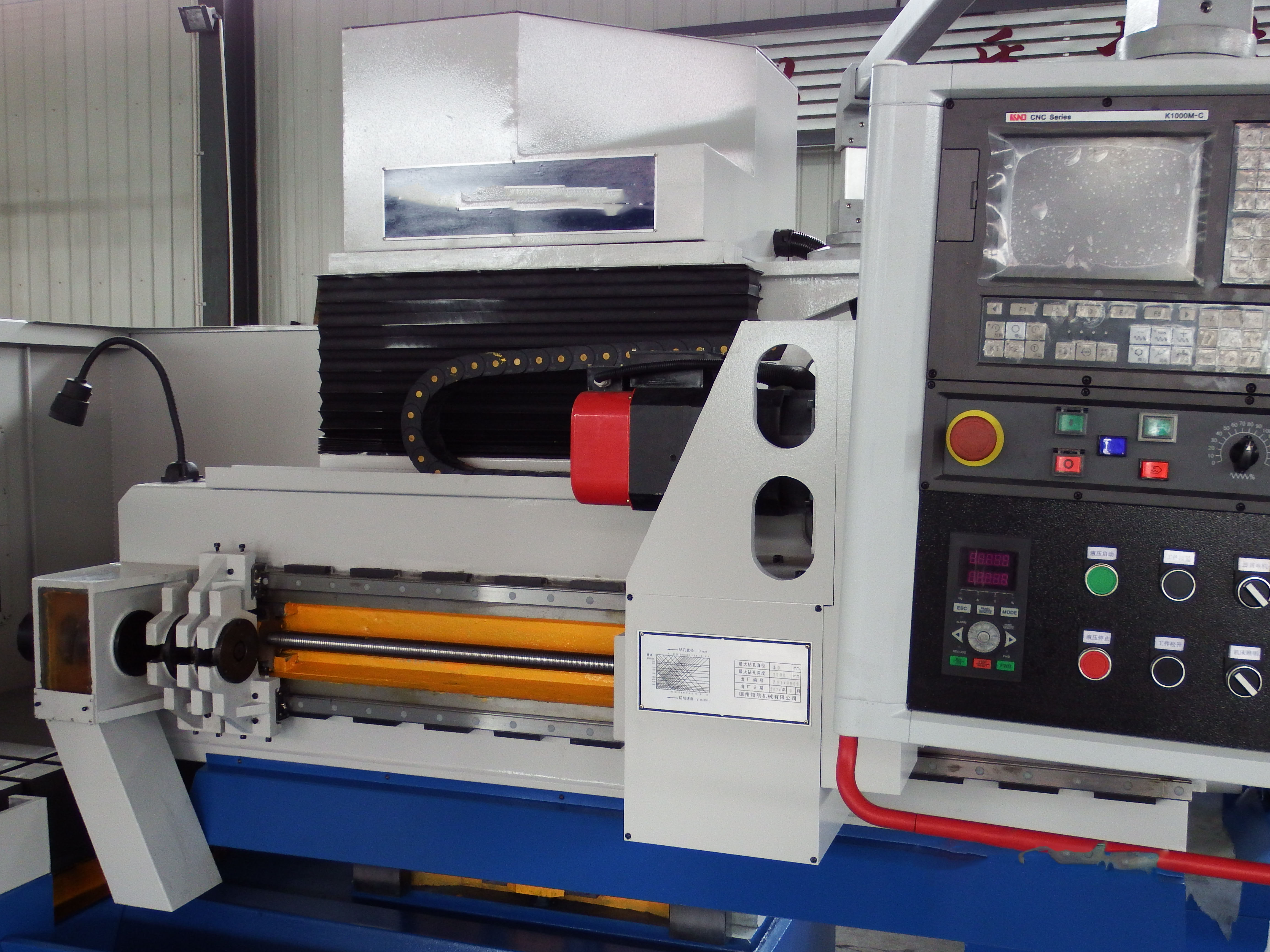




数控单轴枪钻机床机床结构:主要由床身动力头尾架支撑架高压供油系统数控系统和防护罩排屑箱组成。A,配置旋转式尾架可加工轴类零件中孔B,配置工作台及相应夹具可实现对非旋转工件和偏心孔工件的批量加工机床操作简单,加工效率高,易维护,加工质量高动力头和尾架钻削动力头安装于线性导轨上,用伺服电机与滚珠丝杠驱动实现刀具进给,稳定可靠。旋转式夹紧尾架适用于轴类工件中孔的夹紧加工,采用液压夹紧,同步带轮传动,实现工件的旋转,可提高孔的形位公差,不同长度的工件夹紧位置采用手动或电控调整,简单可靠。排屑与冷却:紧凑型过滤装置,过滤精度达10-20um,可根据加工材料选择不同的排屑器。可配置油冷机,有效控制切屑液油温。
小孔枪钻机床_微小孔枪钻机床
详细介绍:1、小型枪钻机床采用卧式T字形布局,结构紧凑合理,占地面积小。2、工作台底座与机床床身为灰铁铸造,分体安装,连接方便可靠。3、进给运动部件为滚动导轨,滚珠丝杠,数控程序控制,运动平稳。4、钻杆主轴电机矢量变频调速,无级变速,可加工孔径范围广。5、油温自动冷,自动排屑滤屑。6、机床局部防护,操作稳定,外观整洁美观。7、导向套气动顶紧工件,自动化程度高。8、所有加工动作均为数控控制,一键完成。
枪钻深孔钻工具磨床_钻头磨刀机



GD-600型标准枪钻深孔孔工具磨床采用精密滚动导轨,高速电机,工作运动平稳,摩擦力小。砂轮机可以在水平和竖直平面内转动,扩大了机床的使用范围。与磨刀夹具配合,可修磨各种枪钻。50Q枪钻夹具用于枪钻刃磨的专用工装;其结构紧凑,装夹方便合理,调整简单,加工省时(一次装夹可完成全部角度的刃磨);所加工的钻刃强度高、精度好;磨削范围¢3~¢38(可改¢3~40);该款磨床适用于深孔钻枪钻修磨角度,具有外观美观,小巧,搬运方便,操作特别轻巧,灵敏;远销海内外!
机夹式枪钻
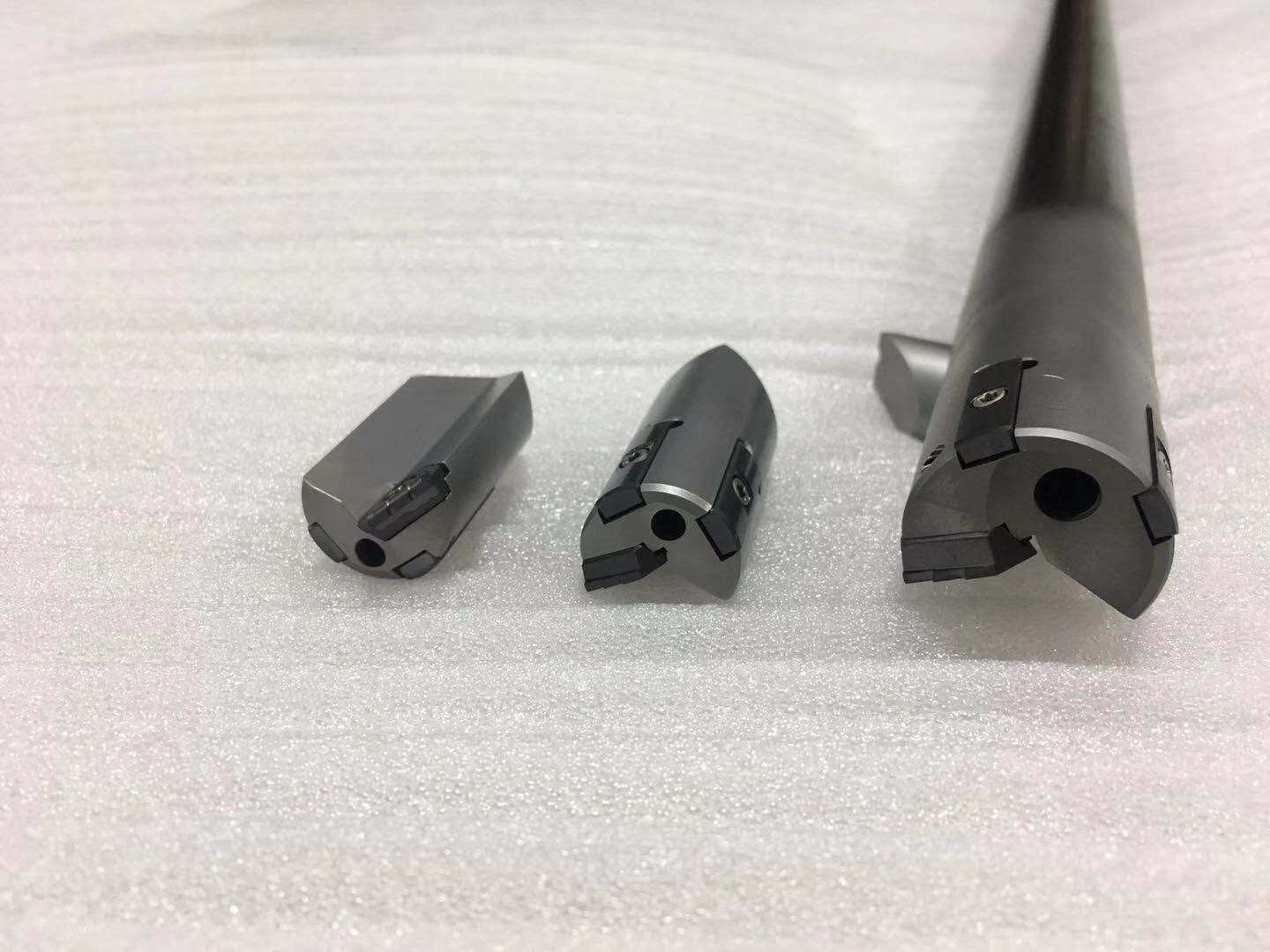


机夹式枪钻机夹式枪钻具有断屑效果好,高进给,更换刀粒便捷等传统传统枪钻无法比拟的加工优势,但是加工孔径公差范围太大,对交叉空克服效果差,对加工机床稳定性要求高等方面又导致他的通用性不是很好。一般在盲孔,管板,棒料孔等要求不高的领域使用优点适用于车床,加工中心和深孔加工机。通过专门开发的几何形状来形成芯片小片来实现高效率缩短因磨损零件的快速更换而导致的停机时间易于使用,无需磨锐,无需调节长度,易损件库存。通过全涂层,边缘处理和可转位设计,延长了刀具寿命由于备有易损件和常见的男孩尺寸,因此可快速提供。三角形刀片具有3个切削刃。正前角排屑器和排屑槽的几何形状允许使用的进给速度是传统枪钻的进给速度的3至4倍。它们由微粉碳化物制成,并具有多种PVD耐磨涂层。
整体硬质合金枪钻





整体硬质合金枪钻它的刀杆和刀头部位由整支的合金棒料研磨而成,中间没有焊接点。夹持部位有焊接刀或直接夹装刀杆2种方式。深空钻机床针对不同的装夹方式,钻星刀具采用相应的刀柄款式用来满足各种不同品牌的深空钻机床装夹。因刀头和刀杆为整体硬质合金,在实际生产过程中在机床上一次磨削完成,所以刀具整体的直线度会非常的好,而且刀头和刀杆不进行焊接,较之焊接式和镶刀粒枪钻,不存在因为焊接而产生的热应力,从而使得枪钻在日常使用过程中稳定性好,降低因为焊接不牢而产生的掉头现象,综其上述固有优点,使得整体硬质合金枪钻在使用过程中有更优异的孔加工稳定性,使用寿命更长等优点。钻星枪钻硬度高、刚性好、精度准、经久耐用,性价比高。
焊接式枪钻_深孔枪钻


枪钻,代表着先进的孔加工技术。枪钻不但可用来加工深孔(长径比>10),而且也可用来加工精密浅孔。枪钻一般由钻柄、钻杆、钻头三部分焊接在一起。枪钻中间有一通孔,是切削液进入切削区的通道。焊接式单刃枪钻是所有深孔加工领域中应用为普遍广泛的一种刀具,在优良的工况中加工出来的孔,精度可以达到it7级,在实际加工中,它一次加工就完成了传统的钻,扩,铰等工艺,大幅缩短了零件加工时间,由于它这种优异的工艺可靠性,使它在中浅孔加工中同样大显身手,加上它可适用于不同的钻孔机床及改造后的数控车床,普通车床和卧式或者立式CNC等通用性广泛的机床上面,使得枪钻加工在工业制造中常见而富有效率。
Copyright © 德州钻星刀具有限公司