
 欢迎访问河北瑞创管道设备有限公司的网站
欢迎访问河北瑞创管道设备有限公司的网站
所有 |
不锈钢堆焊法兰


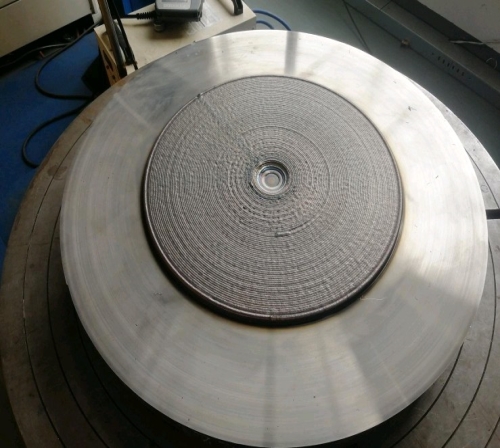


不锈钢堆焊法兰涉及碳钢、合金钢及不锈钢法兰的内孔及密封面堆焊方法,主要用于石油、天然气等化工行业含有腐蚀性介质的传输管道中法兰的防腐控制,属于防腐工艺技术领域。不锈钢堆焊法兰基体材质Q235,20#,ASTMA105,ASTMA350LF1,LF2CL1/CL2,LF3CL1/CL2;ASTMA694F42,F52,F60,F65,F70;ASTMA182F304/304L,F316/316LAPI45K,60K,75K;AISI4130(M),4140,4340,8630(M)。管件基体材质ASTMA234WPB、WPC、WP11、WP22;ASTMA420WPL6Z、ASTMA860WPHY42、WPHY52、WPHY60、WPHY65、WPHY70;其他元件ASTMA516GR.60/GR.70/GR.80。堆焊层材料:不锈钢304/304L和316/316L,347H,904L,镍基合金Inconel600/625和Incoloy800/825,SS32760HastelloyC276和C22MonelK-500,400;双相不锈钢SS31803,SS32750用于石油天然气和化工,机械等行业。不锈钢堆焊法兰本体1材质为A350LF2,在其内孔壁及密封面堆焊耐腐蚀合金层2,材质为镍合金ERNiCrMo-3(Inconel625)。其法兰堆焊方法为步将法兰表面进行粗加工,预留加工余量3mm,以保证焊层经加工后能够达到指定的尺寸要求;堆焊表面不能有裂纹,夹渣,折叠等有害缺陷,如有上述缺陷需经焊补清除、再粗车后方可堆焊;将焊条烘干,用清除焊条表面的铁锈、油污以及氧化物;第二步用氧炔焰将法兰表面预热到75"C,预热时间为0.5h,层间温度15(TC;第三步采用钨极氩弧焊方法对法兰进行堆焊,根据WPS的要求,其焊接条件为保护气体为纯度99.99%的氩气,保护气体流量15L/Min,电流直流正极性(DCEN),钨极直径为2.4mm,端头形状为尖状,电流范围150A,电压范围12V,焊接速度140mm/min,送丝速度1600mm/min;第四步将堆焊好的法兰放入炉中在61(TC去应力退火2.5小时。本发明工艺较之普通的法兰堆焊,有以下优点:堆焊方法稀释率质量控制成型效率抗腐蚀性能普通法兰堆焊手工电弧焊10%以上不稳定__船股低_船妝本发明工艺自动钩极氩弧焊5%以上稳定较好高优
Copyright © 河北瑞创管道设备有限公司