欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站
欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站

- 公司名称:成都鼎明金属表面防腐喷涂有限公司
- 联系人:魏先生
- 手机:13880346848
- 公司地址:四川省成都市新都区
喷镍
- 产品名称:喷镍加工_42crmo能热喷镍基碳化钨吗相关-成都鼎明金属表面防腐喷涂有限公司
- 产品价格:面议
- 产品数量:10000
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2021-07-22
产品说明
⑸氧—乙炔焰合金粉末喷焊工艺适应各种碳钢、低合金钢零部件的表面强化或修复,但应注意到零件材质的一些特点,当基体材质的线胀系数与合金喷焊层的线胀系数差别较大时小于12×10-6/℃大于12×10-6/℃,则应慎用此工艺,以免造成裂纹,若基体金属中与氧亲合力大的元素含量较多如钨和钼的含量大于3%,铝、镁、钴、钛、钼等元素总含量大于0!5%或钢中含硫量较多时,也会给喷焊带来困难,这是因为这些材料与氧作用极易生成致密而稳定的氧化膜,阻挡熔融合金对基体的润湿作用,重熔时液态合金会呈珠状象“汗珠”一样地滚落,因此在采用喷焊工艺时,应该注意此工艺对于所喷基体材料的适应性.
承接各种户外钢结构如:(输入铁塔.桥梁结构件.电视塔天线。钢制电线杆!化工储存罐等)喷涂!喷砂业务.可现场加工。承接修复类:各种大.小轴,如印刷辊!印铁辊!水泵轴。汽车曲轴!转动轴达到耐磨及恢复尺寸!金属的各种表面处理工艺介绍阳极氧化:阳极氧化:主要是铝的阳极氧化,是利用电化学原理,在铝和铝合金的表面生成一层Al2O3(氧化铝)膜!这层氧化膜具有防护性、装饰性、绝缘性、耐磨性等特殊特性。工艺流程:单色、渐变色:抛光/喷砂/拉丝→除油→阳极氧化→中和→染色→封孔→烘干双色:①抛光/喷砂/拉丝→除油→遮蔽→阳极氧化1→阳极氧化2→封孔→烘干②抛光/喷砂/拉丝→除油→阳极氧化1→镭雕→阳极氧化2→封孔→烘干技术特点:提升强度,实现除白色外任何颜色!
喷镍加工
缺点:环境保护较差,环境污染风险较大!喷砂喷砂:是采用压缩空气为动力,以形成高速喷射束将喷料高速喷射到需处理工件表面,使工件表面的外表面的外表或形状发生变化,获得一定的清洁度和不同的粗糙度的一种工艺。技术特点:实现不同的反光或亚光!能清理工件表面的微小毛刺,并使工件表面更加平整,消除了毛刺的危害,提高了工件的档次!清楚前处理时遗留的残污,提高工件的光洁度,能使工件露出均匀一致的金属本色,使工件外表更美观,好看!
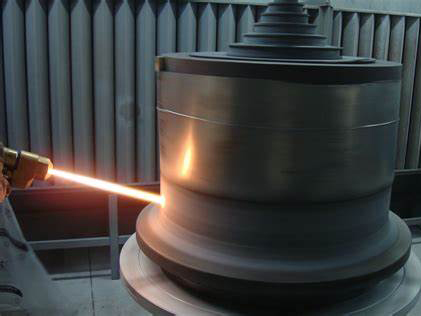
重熔是二步法的关键工序,在喷涂后立即进行.用中性焰或弱碳化焰的大功率柔软火焰,喷距约20~30mm,火焰与表面夹角为60°~75°,从距涂层约30mm处开始,适当掌握重熔速度,将涂层加热,直至涂层出现“镜面”反光为度,然后进行下一个部位的重熔.重熔时应防止过熔(即镜面开裂),涂层金属流淌,或局部加热时间过长使表面氧化!多层重熔时,上一层降温至700℃左右,清除表面熔渣后,再作二次喷熔!重熔宜不超过3次!
成都鼎明金属表面防腐喷涂有限公司,位于四川省成都市新都区。公司主营喷涂加工行业,如何了解{推广产品}产品信息详情请拔打热线:13880346848先生。

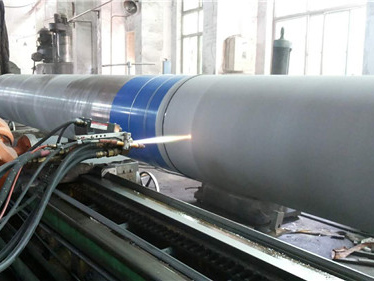
管道外壁喷不锈钢工艺_不锈钢喷沙相关-成都鼎明金属表面防腐喷涂有限公司
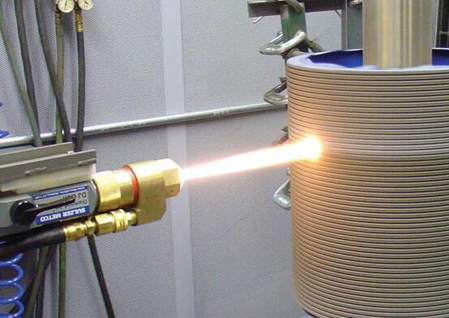
成都鼎明金属表面防腐喷涂有限公司积累了20余年热喷涂技术和经验的公司,可根据客户不同需求,专业从事热喷锌!喷铝!不锈钢!铜。钼.镍等钢件表面抗腐蚀!抗氧化。耐磨.耐高温多种场合的热喷涂业务.喷涂与喷焊的工艺区别喷涂层和喷焊层与基体金属的结合形成不同,镍包铝通过喷涂焰束加热时发生放热化学反应,在经喷砂除锈达Sa3级,RZ50μm的碳钢表面形成微冶金结合底层与工作层又产生“锚钩”效应的机械结合涂层,而喷焊层与基体的结合纯属冶金结合涂层。
下列情况宜选用喷焊工艺⑴各种碳钢、低合金钢的工件表面载荷大,特别是受冲击载荷,要求涂层与基体结合强度在350—450N/mm2的工件,喷焊硬度HRC150≤65,涂层厚度从0。3至数毫米,喷焊层经磨削加工后表面粗糙度可达Ra0.4—0.1μm以上.⑵在腐蚀介质中使用,要求涂层致密,无孔隙!⑶工件表面原设计采用淬火、渗碳、渗氮、镀硬铬等工艺,要求表面有很高的硬度!⑷工件工作环境恶劣,如受强烈的磨粒磨损、冲蚀磨损、气蚀等等.
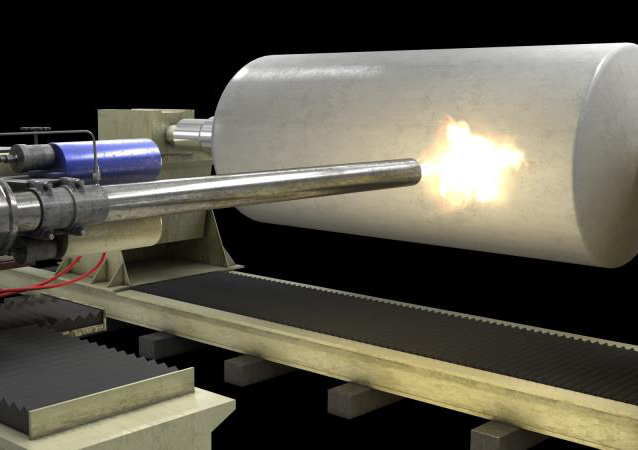
喷涂轴修复厂家_轴修复相关-成都鼎明金属表面防腐喷涂有限公司
实现无镍封孔,满足欧、美等国家对无镍的要求。技术难点及改善关键点:阳极氧化的良率水平关系到产品的成本,提升氧化良率的重点在于适合的氧化剂用量、适合的温度及电流密度,这需要结构件厂商在生产过程中不断探索,寻求突破。与热喷涂喷镍对比较多的电镀(Electroplating)电镀:是利用电解作用使金属的表面附着一层金属膜的工艺从而起到防止腐蚀,提高耐磨性、导电性、反光性及增进美观等作用的一种技术!工艺流程:前处理→无氰碱铜→无氰白铜锡→镀铬技术特点:优点:镀层光泽度高,品质金属外观;基材为SUS、Al、Zn、Mg等;成本相对PVD低!
设备轴修复费用_3ds松轴修复相关-成都鼎明金属表面防腐喷涂有限公司
喷涂多少钱_等离子喷涂相关-成都鼎明金属表面防腐喷涂有限公司
项目在引进国外先进的热喷涂、流体数值模拟和涂层等技术的基础上,利用改进的调节阀流体冲蚀分析软件,分析了煤化工高温、高压差、含固体颗粒工况介质对阀门冲蚀的影响因素,提出了煤化工用阀耐冲蚀结构设计方法;开发出满足煤化工用阀要求的喷涂材料以及喷涂、堆焊等涂层工艺;成功研制出满足煤化工工况要求、具有自主知识产权的耐冲蚀结构的黑水控制阀、灰水调节阀、煤粉输送压力控制阀等系列产品,产品使用寿命由900小时左右提高到8000小时以上,在抗冲刷、抗耐磨等性能上均优于进口阀,可完全替代进口。项目组申请发明专利7项、实用新型专利6项。
供应商信息