欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站
欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站

- 公司名称:成都鼎明金属表面防腐喷涂有限公司
- 联系人:魏先生
- 手机:13880346848
- 公司地址:四川省成都市新都区
喷镍
- 您当前的位置:
- 首页>
- 产品中心 >喷镍 >哪里有喷镍多少钱_表面喷涂加工-成都鼎明金属表面防腐喷涂有限公司
- 产品名称:哪里有喷镍多少钱_表面喷涂加工-成都鼎明金属表面防腐喷涂有限公司
- 产品价格:面议
- 产品数量:10000
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2021-07-24
产品说明
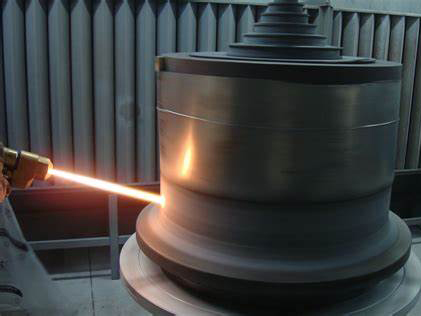
重熔是二步法的关键工序,在喷涂后立即进行!用中性焰或弱碳化焰的大功率柔软火焰,喷距约20~30mm,火焰与表面夹角为60°~75°,从距涂层约30mm处开始,适当掌握重熔速度,将涂层加热,直至涂层出现“镜面”反光为度,然后进行下一个部位的重熔!重熔时应防止过熔(即镜面开裂),涂层金属流淌,或局部加热时间过长使表面氧化!多层重熔时,上一层降温至700℃左右,清除表面熔渣后,再作二次喷熔。重熔宜不超过3次!
金属表面喷镍处理_喷镍烘干设备图片相关-成都鼎明金属表面防腐喷涂有限公司
我司主营喷涂加工领域的企业,主要以喷镍为主要产品,公司位于四川省成都市新都区,更多产品信息详情请上www.cddmpt.com查看。成都鼎明金属表面防腐喷涂有限公司愿与社会各界朋友共同合作、共创双赢、共创精彩明天!
成都喷涂价格_自动静电喷涂相关-成都鼎明金属表面防腐喷涂有限公司
哪里有喷镍多少钱
承接各种户外钢结构如:(输入铁塔。桥梁结构件!电视塔天线.钢制电线杆!化工储存罐等)喷涂。喷砂业务!可现场加工.承接修复类:各种大.小轴,如印刷辊!印铁辊。水泵轴!汽车曲轴。转动轴达到耐磨及恢复尺寸.金属的各种表面处理工艺介绍阳极氧化:阳极氧化:主要是铝的阳极氧化,是利用电化学原理,在铝和铝合金的表面生成一层Al2O3(氧化铝)膜!这层氧化膜具有防护性、装饰性、绝缘性、耐磨性等特殊特性!工艺流程:单色、渐变色:抛光/喷砂/拉丝→除油→阳极氧化→中和→染色→封孔→烘干双色:①抛光/喷砂/拉丝→除油→遮蔽→阳极氧化1→阳极氧化2→封孔→烘干②抛光/喷砂/拉丝→除油→阳极氧化1→镭雕→阳极氧化2→封孔→烘干技术特点:提升强度,实现除白色外任何颜色!
自熔性合金粉末是以镍、钴、铁为基材的合金,其中加入适量硼和硅元素,起脱氧造渣焊接熔剂的作用,同时能降低合金熔点,适于乙炔一氧焰对涂层进行重熔!国产自熔性合金粉末品种较多,镍基合金粉末有较强的耐蚀性,抗氧化性可达650°C,耐磨性强;钴基合金粉末大的特点是红硬性好,可在700℃保持较好的耐磨性和耐蚀性;铁基合金粉末耐磨粒磨损性优于其他两类!喷焊的工艺程序基本与喷涂相同,所不同者在喷粉工序中增加了重熔程序!
印铁辊轴修复多少钱_胶轴修复相关-成都鼎明金属表面防腐喷涂有限公司
成都鼎明金属表面防腐喷涂有限公司是一家喷涂加工企业,关于喷镍,公司具有多年的从业经验,可以给客户提供多种解决方案, 公司秉承着诚信互惠的经营理念,主营产品喷镍获得客户一致好评,如果您想了解喷镍的更多细节,请与我们取得联系,成都鼎明金属表面防腐喷涂有限公司期待为您提供服务。
实现无镍封孔,满足欧、美等国家对无镍的要求。技术难点及改善关键点:阳极氧化的良率水平关系到产品的成本,提升氧化良率的重点在于适合的氧化剂用量、适合的温度及电流密度,这需要结构件厂商在生产过程中不断探索,寻求突破。与热喷涂喷镍对比较多的电镀(Electroplating)电镀:是利用电解作用使金属的表面附着一层金属膜的工艺从而起到防止腐蚀,提高耐磨性、导电性、反光性及增进美观等作用的一种技术!工艺流程:前处理→无氰碱铜→无氰白铜锡→镀铬技术特点:优点:镀层光泽度高,品质金属外观;基材为SUS、Al、Zn、Mg等;成本相对PVD低.
在喷镍过程中,本厂的宗旨是质量。信誉!友谊.积极用心的提供更好的产品,快捷的服务,始终牢记质量为先,客户至上,做到供货及时,品质优良,价格合理,服务周到.喷焊是对经预热的自溶性合金粉末涂层再加热至1000~1300℃,使颗粒熔化,造渣上浮到涂层表面,生成的硼化物和硅化物弥散在涂层中,使颗粒间和基体表面达到良好结合。而后沉积物是致密的金属结晶组织并与基体形成约0!05~0!1mm的冶金结合层,其结合强度约400MPa,抗冲击性能较好、耐磨、耐腐蚀,外观呈镜面.

防腐喷镍工艺_电弧喷镍相关-成都鼎明金属表面防腐喷涂有限公司
下列情况宜选用喷焊工艺⑴各种碳钢、低合金钢的工件表面载荷大,特别是受冲击载荷,要求涂层与基体结合强度在350—450N/mm2的工件,喷焊硬度HRC150≤65,涂层厚度从0!3至数毫米,喷焊层经磨削加工后表面粗糙度可达Ra0!4—0!1μm以上!⑵在腐蚀介质中使用,要求涂层致密,无孔隙。⑶工件表面原设计采用淬火、渗碳、渗氮、镀硬铬等工艺,要求表面有很高的硬度.⑷工件工作环境恶劣,如受强烈的磨粒磨损、冲蚀磨损、气蚀等等!
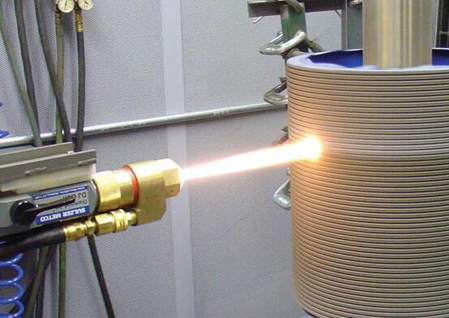
喷焊有一步喷焊法和二步喷焊法。施工前应注意:①工件表面有渗碳层或氮化层,在预处理时必须清除;②工件的预热温度为一般碳钢200~300℃,耐热奥氏体钢350~400℃!预热火焰用中性或弱碳焰。此外,喷涂层重熔后,厚度减小25%左右,喷熔后在热态测量时,应将此量考虑在内!一步喷焊法一步法即喷一段后即熔一段,喷、熔交替进行,使用同一支喷枪完成!可选用中、小型喷焊枪。在工件预热后先喷涂0.2mm的保护层,并将表面封严,以防氧化,喷熔从一端开始,喷距10~30mm,有顺序地对保护层局部加热到熔融开始湿润(不能流淌)时再喷粉,与熔化反复进行,直至达到预定厚度,表面出现“镜面”反光,再向前扩展,达到表面全部覆盖喷焊层!
供应商信息