欢迎访问昆明昆开数控专用设备有限责任公司的网站
欢迎访问昆明昆开数控专用设备有限责任公司的网站

- 公司名称:昆明昆开数控专用设备有限责任公司
- 联系人:昆明昆开
- 手机:13608805685
- 公司地址:云南省昆明市高新区海源中路1028号
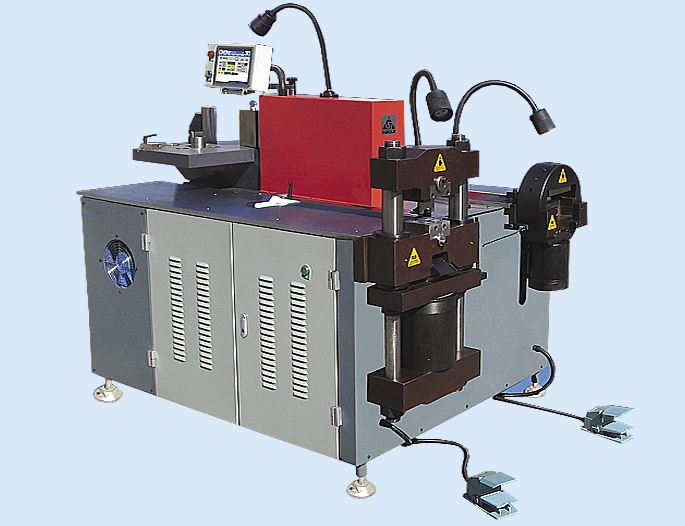
母线折弯机

- 产品名称:折弯机厂家_保山线材折弯机品牌_昆明昆开数控专用设备有限责任公司
- 产品价格:面议
- 产品数量:1
- 保质/修期:5
- 保质/修期单位:年
- 更新日期:2021-10-31
产品说明
其次,如果检测发现模具是没有问题的,就要看看滑块与工作台的平行度是否符合要求,有偏差的话也要重新调整!最后,经过以上两个步骤后如果仍然存在误差,那么就要检查一下设备的液压系统看看压力油是否有均匀进入左右油缸,如果没有的话,自行调整!总之,折弯机使用过程中产生误差的确是存在的,不可能说完全没有误差,出现误差也不必紧张,找到问题再有针对性地调整或处理就能够解决问题了.如果还是不行的话,建议联系厂家售后,专业的工作人员可以更好地为你解决麻烦!

液压折弯机上的冲头容易断裂是什么原因?为了延长冲头的使用寿命,必需要公道的设置闭合高度。液压折弯机哪里都挺好的,就是经由长时间的使用发现,它的冲头很轻易断裂,不知道是由于冲头这一液压折弯机零部件的质量不达标,仍是因为我们的操纵方式有误造成的?对此技术职员给出了专业的回答,这两方面的因素都有!在进行折弯功课的时候,若是材料定位不当的话,就会造成冲孔冲头切单边,从而发生断裂,假如能适当调整定位或送料装置的情况下,就不会泛起因受力不均而断裂的题目!
折弯机厂家
而且除了上述提到的质量和人为的因素之外,液压折弯机冲头易断也与结构设计、安装位置等不公道有关!一旦因废物进入液压折弯机下模,造成其刀口被堵死的话,也很轻易造成同样的后果,就是冲头断裂!液压折弯机操作方法和注意事项行程调节,液压折弯机使用必须要注意调节行程,在折要试车!折弯机上模下行至底部时必须保证有一个板厚的间隙。否则会对模具和机器造成损坏!行程的调节也是有电动快速调整和手动微调.折弯槽口选择,一般要选择板厚的10倍宽度的槽口!
正宗折弯机厂家

11.经常检查上、下模具的重合度;压力表的指示是否符合规定!12.发生异常立即停机,检查原因并及时排除!13.关机前,要在两侧油缸下方的下模上放置木块将上滑板下降到木块上.14.先退出控制系统程序,后切断电源。双丝杠气爪送料,切换速度快,送料精度准,拥有防撞开关保护!根据客户需求,可选择不同样式的弯曲方式!设备具有自动弯曲,一次性剪切,高低桥位,鹰嘴,磨角等刀模所有的功能!多功能磨角系统,配备不同样式的模具,能够在一把刀上完成不同的磨角!
昆明昆开专用数控设备有限责任公司从事母线加工机研发、生产30余年,获得各种产品实用新型及发明专利39项!1989年首台母线加工机试制出来,经省科技厅鉴定后结论,填补了国内母线加工机制造的空白!【公司获奖大事记】1999年国内首台数控母线加工中心试制出来,销往北京开关厂(全国五大开关厂之一);1994年三点式液压母线折弯机W30C项目被评为云南省科学进步三等奖;2003年三工位两点式液压母线加工机SW30B项目荣获中国国际专利与博览会金奖;2005年SJW30三工位三点式液压母线加工机项目荣获第二届中国技术市场协会金桥奖;2013年SSL303S三工位两点式十模位液压母线加工机项目荣获18职工成果展览会金奖;2015年SDYJ40全自动数控转塔式母线加工中心项目荣获云南省重点新产品认定;2016年《母线折弯机》项目荣获云南省职创意成果类作品金奖。

4.工作时应由1人统一指挥,使操作人员与送料压制人员密切配合,确保配合人员均在安全位置方准发出折弯信号。5.板料折弯时必须压实,以防在折弯时板料翘起伤人.6.调板料压模时必须切断电源,停止运转后进行.7.在改变可变下模的开口时,不允许有任何料与下模接触!8.机床工作时,机床后部不允许站人!9.运转时发现工件或模具不正,应停车校正,严禁运转中用手校正以防伤手!10.禁止折超厚的铁板或淬过火的钢板、合金钢、方钢和超过板料折弯机性能的板料,以免损坏机床!

后挡料调整一般都有电动快速调整和手动微调,方法同剪板机。踩下脚踏开关开始折弯,折弯机与剪板机不同,可以随时松开,松开脚折弯机便停下,在踩继续下行!折弯机安全操作注意事项:1.检查上下模的重合度和坚固性;检查各定位装置是否符合被加工的要求!2.在上滑板和各定位轴均未在原点的状态时,运行回原点程序.3.设备启动后空运转1―2分钟,上滑板满行程运动2―3次,如发现有不正常声音或有故障时应立即停车,将故障排除,一切正常后方可工作。
黄石折弯机哪里有卖
威玛仕机械公司是锻压机床专业生产企业,公司采用科学的工艺流程,执行严谨的检验制度,生产销售黄石折弯机。
剪板机 折弯机那一个牌子销量多?
可以到安徽马鞍山看看去,剪板机折弯机生产集中区
液压折弯机的故障是什么呢
液压折弯机模具通常用来加工板料成型工具,一直在模具的发展过程中扮演着重要的角色,当时不可否认的是,液压折弯机模具经常也会出现一些问题阻碍模具的生产发展。液压折弯机模具常见故障类型急解决办法。 1、比例液压类折弯机模具溢流阀的电磁线圈是否得电,比例电磁线圈电压是否符合要求,如上述原因,请检查相关电气原因; 2、检查插装阀是否卡死或主阀芯是否被卡死,以及阻尼小孔堵...
液压折弯机模具通常用来加工板料成型工具,一直在模具的发展过程中扮演着重要的角色,当时不可否认的是,液压折弯机模具经常也会出现一些问题阻碍模具的生产发展。液压折弯机模具常见故障类型急解决办法。 1、比例液压类折弯机模具溢流阀的电磁线圈是否得电,比例电磁线圈电压是否符合要求,如上述原因,请检查相关电气原因; 2、检查插装阀是否卡死或主阀芯是否被卡死,以及阻尼小孔堵塞,如果是上述原因,请拆卸液压类折弯机模具溢流阀清洗干净,重新装上; 3、三相电源调相,导致电机反转; 4、检查液压类折弯机模具油箱油面是否过低,充液口未被淹住,快进时油缸上腔充液吸空引起充液不足。如上述原因可以将油箱油液加至充液口上方5mm以上使充液孔完全被淹住; 5、检查快进速度是否太快,引起充液不足。如上述原因可通过修改液压类折弯机模具系统参数降低快进速度; 6、检查充液压类折弯机模具液阀是否被完全打开,如果是因为油液污染,使充液阀的阀芯活动不灵活有卡滞现象引起充液不足。需要清洗液压类折弯机模具充液阀重新装上使阀芯灵活自如。。
液压折弯机模具通常用来加工板料成型工具,一直在模具的发展过程中扮演着重要的角色,当时不可否认的是,液压折弯机模具经常也会出现一些问题阻碍模具的生产发展。液压折弯机模具常见故障类型急解决办法。 1、比例液压类折弯机模具溢流阀的电磁线圈是否得电,比例电磁线圈电压是否符合要求,如上述原因,请检查相关电气原因; 2、检查插装阀是否卡死或主阀芯是否被卡死,以及阻尼小孔堵塞,如果是上述原因,请拆卸液压类折弯机模具溢流阀清洗干净,重新装上; 3、三相电源调相,导致电机反转; 4、检查液压类折弯机模具油箱油面是否过低,充液口未被淹住,快进时油缸上腔充液吸空引起充液不足。如上述原因可以将油箱油液加至充液口上方5mm以上使充液孔完全被淹住; 5、检查快进速度是否太快,引起充液不足。如上述原因可通过修改液压类折弯机模具系统参数降低快进速度; 6、检查充液压类折弯机模具液阀是否被完全打开,如果是因为油液污染,使充液阀的阀芯活动不灵活有卡滞现象引起充液不足。需要清洗液压类折弯机模具充液阀重新装上使阀芯灵活自如。。
爱迪阳光万能太阳能最大限度地利用光热能源巧妙利用太阳能热水器内热水和自然界的温差发电,代理特别适合广大农村、山区、城乡爱停电地方的照明、看电视、吹风扇等与生活息息相关的电能应用。利用先进的模压成型工艺,代理全面取代以往的金属板制作工艺,不使用剪板机、折弯机、剪圆机、电焊机、冲床等大型设备。设计科学、热效率高、功能齐全,是有效利用太阳能的理想产品,代表了新型能源利用的发展方向,爱迪阳光万能太阳能代理必将成为二十一世纪全面替代电热水器、空调、电暖气等产品的典范。
供应商信息