欢迎访问河北瑞创管道设备有限公司的网站
欢迎访问河北瑞创管道设备有限公司的网站

- 公司名称:河北瑞创管道设备有限公司
- 联系人:刘经理
- 手机:13323070761
- 公司地址:盐山县盐山镇后刘村
堆焊弯头
- 您当前的位置:
- 首页>
- 产品中心 >堆焊弯头 >海水堆焊弯头_825弯头-河北瑞创管道设备有限公司



- 产品名称:海水堆焊弯头_825弯头-河北瑞创管道设备有限公司
- 产品价格:100.00
- 产品数量:24300
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-05-07
产品说明
冷焊堆焊设备对金属制品工件修补后不变形、不退火、溶接强度高、抗耐磨!可通过金相、拉伸及硬度测试,同时焊材与基体的冶金结合保证了焊接的牢固性.常用于精密铸件的、气孔、毛刺、飞边、磕碰、划伤、崩角、塌角、砂眼、裂纹、磨损、内陷、制造错误、制造缺陷、焊接缺陷的修复与机械表面强化!应用领域编辑模具制造塑料模表面的打毛,增加美感和使用寿命;头盔塑料模具分型面堆焊修复;铝合金压铸模具分流锥表面强化;模具腔超差、磨损、划伤等修复与强化。

s32205双相钢弯头现货_双相钢弯头价格相关-河北瑞创管道设备有限公司
河北瑞创管道设备有限公司坐落于盐山县盐山镇后刘村,是河北沧州盐山县知名企业,公司业务联系人经理:13323070761, 期待您的来电咨询更多关于堆焊弯头相关信息!
此外,电源应具有低电压,大电流输出、控制精度高、较强的补偿网路电压波动的能力和可靠的保护性能。电源的额定电流视所用带宽而异,一般对60mm×0!5mm带极,额定电流为1500A,90mm×0。5mm为2000A,120mm×0.5mm为2500A.焊剂获得稳定电渣过程的另一个必要条件是焊剂必须具有良好的导电性.一般电渣堆焊焊剂的电导率需达2~3Ω-1cm-1,为普通埋弧焊焊剂的4~5倍。国内外采用的电渣焊剂多为烧结型.
带极的宽度也从窄带向60mm、90mm、120mm、150mm的宽带方向发展.该技术在稀释率和熔敷速度上比丝极埋弧焊有了长足的进步,但随着压力容器日趋大型化、高参数化,促使堆焊技术向更更的方向发展!70年代初,德国首先发明,后被日、美、前苏联等国进一步完善的带极电渣堆焊技术由于它具有比带极埋弧焊更高的生产效率、更低的稀释率和良好的焊缝成形等优点,在国内外得到迅速发展和较普遍的应用.带极电渣堆焊是利用导电熔渣的电阻热熔化堆焊材料和母材的,除引现阶段外,整个堆焊过程应设有电弧产生.
焊剂电导率的大小,取决于焊剂组分中氟化物(NaF、CaF2、Na3AIF6等)的多少,当氟化物(质量分数)少于40%,堆焊过程为电弧过程,在40%~50%范围大致是电弧、电渣联合过程;当氟化物大于50%后,可形成全电渣过程。CaF2既是良好的导电材料又是主要的造渣剂,因此CaF2通常是电渣堆焊焊剂的主要成分。除了导电性外,焊剂还需有良好的堆焊工艺性(脱渣、成形、润湿性)及良好的冶金特性(合金元素烧损小,不利元素增量少),适宜的粒度(一般比埋弧焊焊剂粒度细).
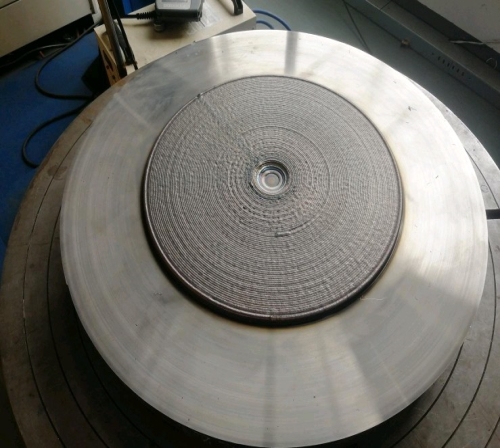
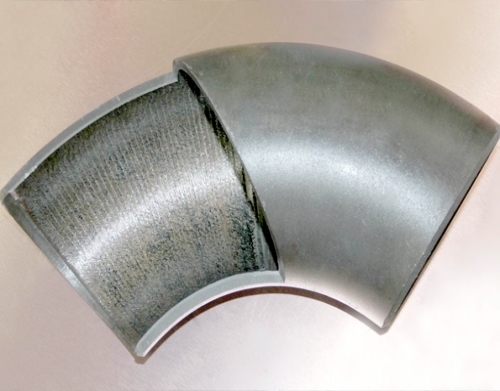
海水堆焊弯头

N06625镍基合金对焊法兰_平焊法兰法兰相关-河北瑞创管道设备有限公司
二个磁极的磁控电流应可分别调整!比如对于非预热的平焊位置的工件,当带极为60mm×0!5mm时,磁控装置的南、北极控制电流分别为1.5A和3.5A;对于90mm×0!5mm的带极则分别为3A和3!5A!堆焊弯头,堆焊弯管标准API5LD、ANSIB16!49、ISO15590-1,2”~12”,≥3D不锈钢!基管厚度:6mm~75mm;堆焊钢管直径:130mm~600mm管子长度:长达12!2米弯曲半径:3D到8D或客户需求的半径;堆焊弯管工艺:热感应弯管和冷弯!
60/GR。70/GR.80!堆焊层材料:不锈钢304/304L和316/316L,347H,904L,镍基合金Inconel600/625和Incoloy800/825,SS32760HastelloyC276和C22MonelK-500,400;双相不锈钢SS31803,SS32750用于石油天然气和化工,机械等行业!堆焊弯管标准API5LD、ANSIB16!49、ISO15590-1堆焊作为材料表面改性的一种经济而快速的工艺方法,越来越广泛地应用于各个工业部门零件的制造修复中!
弯头不提多少度是不就是90°弯?
一般是90的弯头 还有其他形状的弯头
5D冲压弯头区别?
就是1。5倍的弯头,*常用的一种。通经*1.5=中心高度
请教堆焊黄铜的方法?
铜焊,属于钎焊。焊接时,要使用焊剂(硼砂)。其技巧主要在于掌握好温度。将焊件加热到橘红色时,在焊缝处加入焊剂。此时,焊条应适当预热后,也粘上焊剂。(应特别注意的是,不能让以加热好的焊件降低温度。)然后,将焊条在焊缝处经继续加热熔化在焊缝上。在硼砂的作用下,熔池内的杂质浮出,熔化的焊料浸润在焊缝上。此时,要适当降温,以便焊缝成型。特别在堆焊时,更要控制好温度。否则,铜焊料会淌的到处是,形成坠瘤等焊接缺陷。所以,整个作业过程中,控制好温度是很重要的。(注:堆焊时同焊条要随时粘上焊剂。) 至于焊条的选择,取决的因素很多。你的提问还不够详细…… 一般情况下,材质--要取决于焊件材料;粗细--要取决于焊缝的大小。当然,在堆焊时,焊条可适当选择粗一点的。比如:焊缝宽5mm时,可用直径为:Ф4、 Ф5的焊条都可以。 我的解释,希望能给你一点帮助。这样,我会很高兴的!再见!
张有卓建议企业应当联合政府一起来做长远规划:“我听报道说东鹏一过去就是十个亿,那就要做一个可行性研究,要详细分析产业链的情况。必须做这样的研究,包括市场可行性,财务可行性,社会可行性,包括原料可行性。在江西,各种各样的原料能不能供应上,成本又是多少?各个方面的可行性研究不是小事情,国外企业在这个项目,花的成本几个亿的投资,至少要拿出1%。现在不是科学发展观嘛,不能觉得这里条件不错,就贸然行事,这对江西也会带来损失的。”
供应商信息