欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站
欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站

- 公司名称:成都鼎明金属表面防腐喷涂有限公司
- 联系人:魏先生
- 手机:13880346848
- 公司地址:四川省成都市新都区
喷镍
- 您当前的位置:
- 首页>
- 产品中心 >喷镍 >金属喷镍工艺_喷镍基合金价格相关-成都鼎明金属表面防腐喷涂有限公司

- 产品名称:金属喷镍工艺_喷镍基合金价格相关-成都鼎明金属表面防腐喷涂有限公司
- 产品价格:面议
- 产品数量:10000
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2021-07-25
产品说明
缺点:环境保护较差,环境污染风险较大!喷砂喷砂:是采用压缩空气为动力,以形成高速喷射束将喷料高速喷射到需处理工件表面,使工件表面的外表面的外表或形状发生变化,获得一定的清洁度和不同的粗糙度的一种工艺!技术特点:实现不同的反光或亚光!能清理工件表面的微小毛刺,并使工件表面更加平整,消除了毛刺的危害,提高了工件的档次!清楚前处理时遗留的残污,提高工件的光洁度,能使工件露出均匀一致的金属本色,使工件外表更美观,好看!
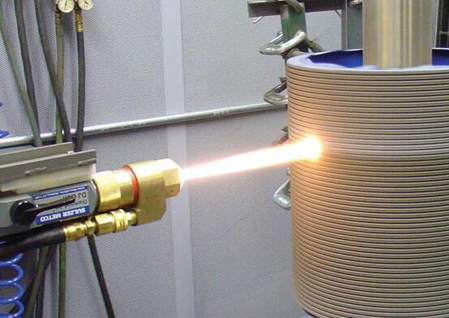
在喷镍过程中,本厂的宗旨是质量!信誉!友谊。积极用心的提供更好的产品,快捷的服务,始终牢记质量为先,客户至上,做到供货及时,品质优良,价格合理,服务周到!喷焊是对经预热的自溶性合金粉末涂层再加热至1000~1300℃,使颗粒熔化,造渣上浮到涂层表面,生成的硼化物和硅化物弥散在涂层中,使颗粒间和基体表面达到良好结合!而后沉积物是致密的金属结晶组织并与基体形成约0。05~0!1mm的冶金结合层,其结合强度约400MPa,抗冲击性能较好、耐磨、耐腐蚀,外观呈镜面!
自熔性合金粉末是以镍、钴、铁为基材的合金,其中加入适量硼和硅元素,起脱氧造渣焊接熔剂的作用,同时能降低合金熔点,适于乙炔一氧焰对涂层进行重熔!国产自熔性合金粉末品种较多,镍基合金粉末有较强的耐蚀性,抗氧化性可达650°C,耐磨性强;钴基合金粉末大的特点是红硬性好,可在700℃保持较好的耐磨性和耐蚀性;铁基合金粉末耐磨粒磨损性优于其他两类!喷焊的工艺程序基本与喷涂相同,所不同者在喷粉工序中增加了重熔程序!
成都鼎明金属表面防腐喷涂有限公司在喷涂加工这个行业中,是一家屈指可数的好公司。其主营的产品——喷镍,更是在业界中受到广大客户的喜爱。
成都鼎明金属表面防腐喷涂有限公司积累了20余年热喷涂技术和经验的公司,可根据客户不同需求,专业从事热喷锌.喷铝!不锈钢.铜!钼!镍等钢件表面抗腐蚀。抗氧化!耐磨.耐高温多种场合的热喷涂业务。喷涂与喷焊的工艺区别喷涂层和喷焊层与基体金属的结合形成不同,镍包铝通过喷涂焰束加热时发生放热化学反应,在经喷砂除锈达Sa3级,RZ50μm的碳钢表面形成微冶金结合底层与工作层又产生“锚钩”效应的机械结合涂层,而喷焊层与基体的结合纯属冶金结合涂层!
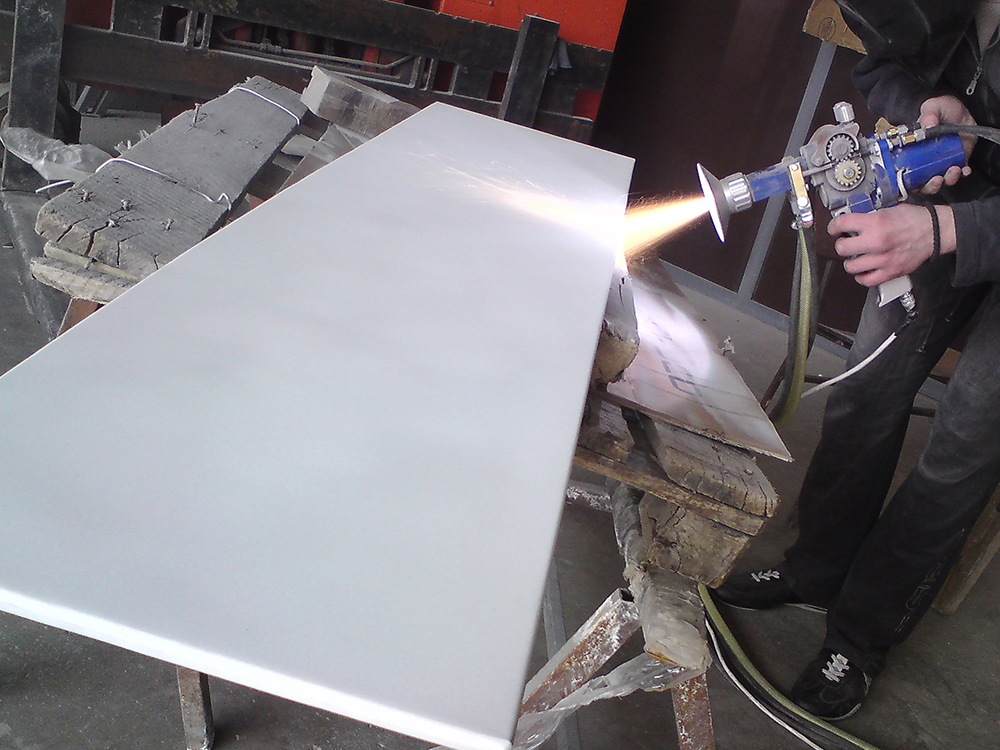
喷焊有一步喷焊法和二步喷焊法!施工前应注意:①工件表面有渗碳层或氮化层,在预处理时必须清除;②工件的预热温度为一般碳钢200~300℃,耐热奥氏体钢350~400℃。预热火焰用中性或弱碳焰!此外,喷涂层重熔后,厚度减小25%左右,喷熔后在热态测量时,应将此量考虑在内!一步喷焊法一步法即喷一段后即熔一段,喷、熔交替进行,使用同一支喷枪完成!可选用中、小型喷焊枪!在工件预热后先喷涂0!2mm的保护层,并将表面封严,以防氧化,喷熔从一端开始,喷距10~30mm,有顺序地对保护层局部加热到熔融开始湿润(不能流淌)时再喷粉,与熔化反复进行,直至达到预定厚度,表面出现“镜面”反光,再向前扩展,达到表面全部覆盖喷焊层!
如果您想了解喷镍更多信息,请致电 先生:13880346848,或者您直接到我们公司总部一起交流研讨,地址:四川省成都市新都区,我们期待您的致电或来访。
金属喷镍工艺
重熔是二步法的关键工序,在喷涂后立即进行.用中性焰或弱碳化焰的大功率柔软火焰,喷距约20~30mm,火焰与表面夹角为60°~75°,从距涂层约30mm处开始,适当掌握重熔速度,将涂层加热,直至涂层出现“镜面”反光为度,然后进行下一个部位的重熔!重熔时应防止过熔(即镜面开裂),涂层金属流淌,或局部加热时间过长使表面氧化!多层重熔时,上一层降温至700℃左右,清除表面熔渣后,再作二次喷熔.重熔宜不超过3次.
金属热喷涂_其他喷涂设备相关-成都鼎明金属表面防腐喷涂有限公司
傲森安全门自2009年推出以来,以其独创的双扣边连环嵌合密接结构工艺、精湛的热喷涂转印表面处理和进口漆面、大气融合的专利款式深受市场好评,跻身大型房地产项目高品质安全门供应商,成为国际顶级品质安全门的代表。公司实力受到同行的关注和尊敬,多次被业内媒体评为中国门业骄傲品牌等荣誉,被永康中国门都联盟推举为常务理事单位,先后被国家相关权威部门评为“中国著名品牌”、“中国门业十大品牌”等荣誉称号。
供应商信息