欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站
欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站

- 公司名称:成都鼎明金属表面防腐喷涂有限公司
- 联系人:魏先生
- 手机:13880346848
- 公司地址:四川省成都市新都区
热喷涂
- 产品名称:钢材热喷涂加工厂家_热喷涂加工相关-成都鼎明金属表面防腐喷涂有限公司
- 产品价格:面议
- 产品数量:10000
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2021-07-25
产品说明
1.应力因素力是零部件工作的条件.应力的种类、大小与状态的不同组合是引起不同失效模式的重要的或决定性因素。应力种类包括持久、交变、冲击、接触、磨擦、冲刷等;应力状态包括单纯的拉伸、压缩、剪切、扭转、弯曲等应力和复合作用的拉弯、压弯、弯扭、拉扭、拉剪、弯剪、扭剪等应力。应力因素可以单独、也可以与其它因素耦合在一起来诱发零部件的失效!2.环境因素环境因素主要包括温度和介质两大因素。工作温度一般可分为低温、常温、中温、高温和超高温五类;工作介质包括气相(真空、特殊气体、乡村大气、城市大气、工业大气等)、液相(淡水、海水、油、酸、碱、液态金属等)、固相(接触、摩擦、冲刷等)等!
汽车曲轴修复价格_轴径修复相关-成都鼎明金属表面防腐喷涂有限公司
钢材热喷涂加工厂家
现在,更为严格的要求甚至包括对喷涂原材料生产厂商提出质量管理要求!所有上述内容构成一个完整的热喷涂涂层设计的全过程!需要特别指出的是,热喷涂涂层的性能虽然主要取决于喷涂材料的性能,但还明显受到所选定的喷涂设备和喷涂工艺的影响。同一种喷涂材料,当采用不同的喷涂设备、不同的喷涂工艺参数进行喷涂时,所得涂层的性能会存在很大差别!此外,涉及制备涂层的其它各个环节都会决定后面的涂层性能,如表面预处理、冷却措施、涂层加工等,因此,只有对制备涂层的各个过程进行质量控制,才可能获得性能满足要求的、质量稳定的涂层!
热喷涂涂层设计的主要内容包括:一,根据零部件表面所处的工况条件或对已经发生表面失效的零部件的分析结果,确定零件表面涂层或表面涂层体系的技术要求,包括结合强度、硬度、厚度、孔隙多少及大小、耐磨性、耐蚀性、耐热性或其它性能等;第二,运用所掌握的热喷涂技术基础知识(包括喷涂材料、喷涂工艺、涂层性能等),进行经济技术可行性分析,以满足性能要求为基础,考虑涂层经济性,进而选择恰当的喷涂材料、设备及工艺方法;第三,编制合理的涂层制备工艺规范;而后,提出严格的涂层质量检测与控制标准、零件包装运输条件等!
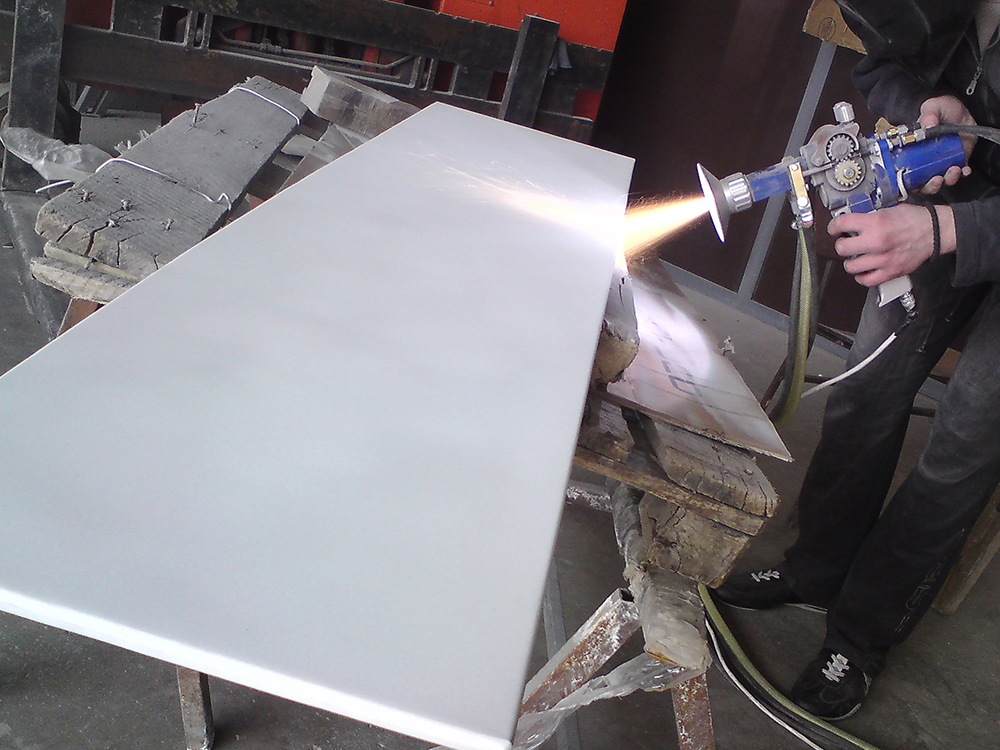
热喷涂技术特点:1.基体材料不受限制,可以是金属和非金属,可以在各种基体材料上喷涂;2.可喷涂的涂层材料极为广泛,热喷涂技术可用来喷涂几乎所有的固体工程材料,如硬质合金、陶瓷、金属、石墨等;3.喷涂过程中基体材料温升小,不产生应力和变形;4.操作工艺灵活方便,不受工件形状限制,施工方便;5.涂层厚度可以从0。01至几毫米;6.涂层性能多种多样,可以形成耐磨、耐蚀、隔热、抗氧化、绝缘、导电、防辐射等具有各种特殊功能的涂层;7.适应性强及经济效益好等优点!
环境因素与应力因素一样,既可以单独、也可以与其它因素耦合在一起来诱发零部件的失效.3.时间因素时间不能作为独立因素来诱发失效产生,没有应力和环境因素的存在,时间因素就失去了意义!但是,当时间因素与应立因素和环境因素耦合在一起时,它就变成一个非常重要的因素。上述各种不同外界因素对零部件的失效起着各不相同的影响,从而产生不同的失效模式,各种主要失效模式、典型的诱发因素之间的关系可参见相关资料!在进行热喷涂涂层设计时,要特别注重对零部件表面失效产生影响的因素进行重点分析,这些因素可能单独作用于零部件,也可能耦合作用于零部件,而在耦合作用下,对零部件的破坏作用要严重得多.
热喷涂工艺注意事项:零件工况分析是热喷涂涂层设计的基础,要获得经济、更好的、高质量的涂层,首先必须对零部件的性能要求及工况条件进行准确分析,为选择涂层种类和材料提供依据。根据失效分析理论,失效模式分析是失效分析的核心内容,是导致零部件失效的物理和(或)化学变化过程,在该过程中,零部件的尺寸、形状、状态或性能发生了变化,并由此引起整个机械产品的失效,例如,磨损失效、疲劳失效、腐蚀失效等!而决定零部件失效模式的主要因素包括零部件材料的性质和状态等内在因素和零部件工况条件等外在因素,其中,引起零部件失效的外在因素,即应力、环境和时间,是失效的诱发因素,通过零部件工况条件的深入分析可以了解清楚这些因素!
热喷涂涂层设计基本原理采用热喷涂技术不仅能提高机器设备的耐磨损性、耐腐蚀性、耐侵蚀性、热稳定性和化学稳定性,而且能赋予普通材料特殊的功能,诸如高温超导涂层、生物涂层、金刚石涂层、固体氧燃料电池(SOFCs)电极催化涂层等,因此,热喷涂技术必然会愈来愈引起人们的重视,并在各个工业领域获得越来越广泛的应用.但是,实际零部件因其材质、形状、大小及其应用环境、服役条件等存在很大差别,要想成功采用热喷涂涂层来解决所面临的技术问题,必须遵循特定的过程,其中,重要的有以下五个关键过程.

电弧喷铜公司_防腐喷涂加工-成都鼎明金属表面防腐喷涂有限公司
我的这几个网站都做优化得多少钱啊
这些站点优化起来肯定话费不小啊。
GB/T 9793-2012
*新版不会这么快有人发出来。目前只有GB T 9793-1997 金属和其他无机覆盖层 热喷涂 锌、铝及其合金.pdf
热喷涂技术在机械维修上的典型应用?
批量生产的低压薄壁容器,零件大部分采用ZL115压差铸造毛坯。虽然铸件经过X光探伤检测,但是由于结构特征的限制和铸造缺陷的大小与分布的敏感方向不同,有些缺陷在X光片上不能明显呈现出来,常常在机械加工之后发现,有些直径微小的穿透性气孔只能在压力试验之后发现。这严重影响到产品质量和生产进度,甚至造成巨大经济损失。一些常规焊补方法均不能很好地满足技术要求。为了验证该项新工艺对解决铸铝零件机加后所出现的密封性和外观缺陷修复的有效性,寻找出一种铸铝件缺陷修复新途径,我们进行了大量工艺试验和必要的检测,并形成一套正确的铸铝件缺陷修复工艺规程。
钼或其合金形成金属涂层的缺点是什么?
与铁比,锌、钼等都是活性很强的金属,采用热喷涂锌、钼或其合金形成金属涂层可对铜铁金属形成良好的保护,但由于金属热喷涂形成的金属涂层是由熔化金属雾化成4~40μm的微粒而黏附于铜铁基材的表面上,涂层结构较疏松,腐蚀介质可以很轻易地渗透浸入到钢铁基材,形成腐蚀,其表面必须采用封闭涂料进行封闭处理。目前封闭材料一般采用液体涂料或各类油漆,在实际应用中,尤其在恶劣腐蚀环境下,许多采用上述工艺加工的钢铁构件,腐蚀介质仍能较快地穿透其外封闭层而侵蚀到金属基材,另外液体涂料或各类油漆也都有或多或少的环境污染,其施工成本高,涂层质量也不易保证。
供应商信息