欢迎访问青岛博林特机械有限公司的网站
欢迎访问青岛博林特机械有限公司的网站

- 公司名称:青岛博林特机械有限公司
- 联系人:博林特
- 手机:18561836065
- 公司地址:青岛市城阳区正阳路380号
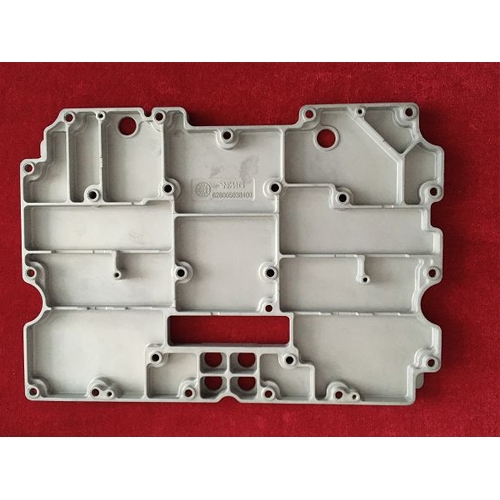
镁合金零件
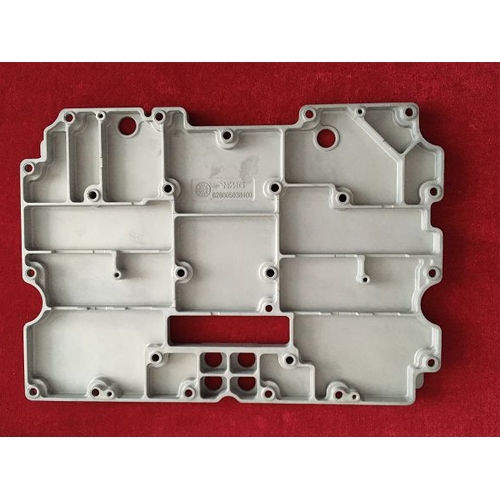
- 产品名称:汕头镁合金零件加工_中山镁合金零件机械加工厂_青岛博林特机械有限公司
- 产品价格:面议
- 产品数量:1
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2022-06-15
产品说明
镁合金零件机械加工的注意事项及安全操作规程机械加工过程中的不安全因素在对镁合金进行机械加工的过程中,产生的切屑和细粉末都有燃烧或爆炸的危险!在镁合金的加工过程中,使切屑升温到达闪点或燃烧的影响因素如下:a、加工速度与切削速率之间的关系.切削热的产生与切削速度呈同比例增长,相对温度越高,则着火的可能性越大!b、其他因素!进给速率或吃刀量太小;加工过程中的停顿时间过长;刀具的后角和容屑空间过小;在没有使用切削液的情况下采用了很高的切削速度;刀具与嵌套在铸件中的异种金属芯衬相撞时可能产生火花;镁切屑在机床周围或下方积聚等.
如果您想咨询镁合金零件更多信息,请致电林特:18561836065;珍惜与每个对镁合金零件有需求的企业、个人 能有进一步的交流机会,欢迎各大企业、个人光临公司本部,青岛博林特机械有限公司详细地址:青岛市城阳区正阳路380号。
2~≤0mm的板材;镁合金厚板是指厚度10mm的板材,铝合金厚板的定义为厚度0mm的板材.挤压成形大部分镁材是用挤压工艺生产的,产品有管、棒、形材,挤压都是在一定温度下进行!镁合金挤压工艺和装备与生产铝合金挤压材的相当!所有的变形镁合金都可以用于生产挤压材:用于挤压管材的有AZ31B、AZ61A、ZK10A等;用于生产棒材的主要有AZ31B、AZ61A、AZ80A、ZK10A、ZK30A、ZK60A等;用于生产型材的主要是AZ31B、AZ61A、AZ80A、ZK10A、ZK30A、ZK60A等!
通常多采用箱式电阻炉加热,镁合金的热导率高,任何形状和尺寸的锭坯均可进炉直接加热,不必预热。由于镁合金加热温度远低于其熔点,加热时不必采用惰气或还原性气氛,但必须确保炉温均匀,不得出现大的温度梯度,严防锭坯局部过热,好采用强制循环气流,同时,应保证加热炉能地控制温度,并采取锭坯加热保护措施,以防过热或甚至燃烧。塑性加工工艺变形镁合金的加工工艺与变形铝合金的差不多,可分为整体成形工艺(轧制、挤压、锻造)与二次成形工艺!
汕头镁合金零件加工

揭阳镁合金压铸_淄博镁合金压铸加工_青岛博林特机械有限公司
扬州挤压镁合金棒_中山镁合金棒多少钱一吨_青岛博林特机械有限公司
周边严禁吸烟,焊接等任何有火源性的行为!镁屑燃烧的灭火a、D级灭火器。其材料通常使用氯化钠基粉末或一种经过钝化处理的石墨基粉末,其原理是通过排除氧气来闷熄灭火!b、覆盖剂或干砂!小面积着火可用其覆盖,其原理也是通过排除氧气来闷熄灭火!c、铸铁碎屑!在没有其他好的灭火材料的情况下也可用之,主要作用是将温度降到镁的燃点以下,而不是将火闷熄。镁合金的六大塑性加工工艺变形镁合金的塑性加工工艺与变形铝合金的大体相同,但镁合金一般都在加热状态下进行,对锭坯加热可采用与铝合金相似的加热方式,但是锭坯绝不可与火焰直接接触,否则会发生燃烧,引发不易控制的灾难性的火灾,锭上的机械加工毛刺好清除干净,以免引发火灾。
江门az91d镁合金板_造船铝镁合金板版型_青岛博林特机械有限公司
磨削加工中的安全问题镁粉很容易燃烧,悬浮在空气中时会引起爆炸!因此,对镁合金零件进行磨削加工时必须采取下列预防措施:a、必须有专门用于镁合金零件加工的磨床!在对砂轮进行修整之前,应对吸尘器做清理!b、对用铬酸盐蚀洗过的镁合金零件表面进行返工磨削时,有可能引起火花,因此要特别小心,绝不允许有粉尘聚集在附近!c、磨削设备操作人员应当使用平滑的帽子、平滑的手套与无口袋和袖口的平滑阻燃服,所用的围裙或防护服应当清洁无尘和易于脱下。
杭州哪里有定制钛镁合金门吗
建材市場有
沈阳氩弧焊焊镁合金的哪有?要专业的焊接镁合金的。
我们厂也经常有不锈钢,铝合金 铜、镍、的加工,厂里的焊接活都是给一个小伙做的,我们厂不锈钢活多。小件他来取,大 件他带设备上门来干,手艺很好,让人放心,氩弧焊,电焊气保焊啥都行,*主要是小伙人挺好,不扣,从来不让我白给他活干,挺大方。我们经常合作的这家叫【沈阳兴瑜焊接】024-31530501
钛镁合金门有什么特点?
环保钛镁合金门与木门相比,木门一般都需要使用油漆饰面,油漆与人工合成的木板内,残存着大量甲醛等有害物质,危害健康。而钛镁合金门因为无毒、无其他有害物质而符合环保要求,钛镁合金门是新一(yi)代环保产品。钛镁合金门防火:相对于木门(特别是油漆后的木门)的怕火、易燃、助燃等特性,钛镁合金门则有遇火自熄、阻燃、防火的性能。
怎样选太镁合金?
说实话,钛镁合金门算是比较贵的了。而且现在很多铝合金包装一下就说是钛镁合金,你千万要注意,建议还是挑几个好点的牌子
供应商信息