欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站
欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站

- 公司名称:成都鼎明金属表面防腐喷涂有限公司
- 联系人:魏先生
- 手机:13880346848
- 公司地址:四川省成都市新都区
热喷涂

- 产品名称:金属热喷涂加工厂家_热喷涂铝相关-成都鼎明金属表面防腐喷涂有限公司
- 产品价格:面议
- 产品数量:10000
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2021-07-21
产品说明
1.应力因素力是零部件工作的条件。应力的种类、大小与状态的不同组合是引起不同失效模式的重要的或决定性因素。应力种类包括持久、交变、冲击、接触、磨擦、冲刷等;应力状态包括单纯的拉伸、压缩、剪切、扭转、弯曲等应力和复合作用的拉弯、压弯、弯扭、拉扭、拉剪、弯剪、扭剪等应力!应力因素可以单独、也可以与其它因素耦合在一起来诱发零部件的失效.2.环境因素环境因素主要包括温度和介质两大因素.工作温度一般可分为低温、常温、中温、高温和超高温五类;工作介质包括气相(真空、特殊气体、乡村大气、城市大气、工业大气等)、液相(淡水、海水、油、酸、碱、液态金属等)、固相(接触、摩擦、冲刷等)等.
氧气减压表螺母在氧气瓶嘴上至少要拧上6~8扣!螺丝接头应拧紧,减压表调节螺杆应松开。在把氧气瓶、减压器装好后,慢慢地打开氧气阀门,检查减压器连接氧气瓶的接头是否漏气,表指示是否灵活,开启氧气阀时,头脸不要对着减压表,应站在减压器侧面或后面。检查漏气时不得使用烟火或明火,可用肥皂水检查,检查不漏后方可使用!严禁氧气瓶口接触油脂,或用油污的扳手拧氧气瓶阀和减压连接螺丝!也不允许戴油污的手套,以免产生燃烧爆炸事故!
热喷涂工艺注意事项:零件工况分析是热喷涂涂层设计的基础,要获得经济、更好的、高质量的涂层,首先必须对零部件的性能要求及工况条件进行准确分析,为选择涂层种类和材料提供依据.根据失效分析理论,失效模式分析是失效分析的核心内容,是导致零部件失效的物理和(或)化学变化过程,在该过程中,零部件的尺寸、形状、状态或性能发生了变化,并由此引起整个机械产品的失效,例如,磨损失效、疲劳失效、腐蚀失效等。而决定零部件失效模式的主要因素包括零部件材料的性质和状态等内在因素和零部件工况条件等外在因素,其中,引起零部件失效的外在因素,即应力、环境和时间,是失效的诱发因素,通过零部件工况条件的深入分析可以了解清楚这些因素!
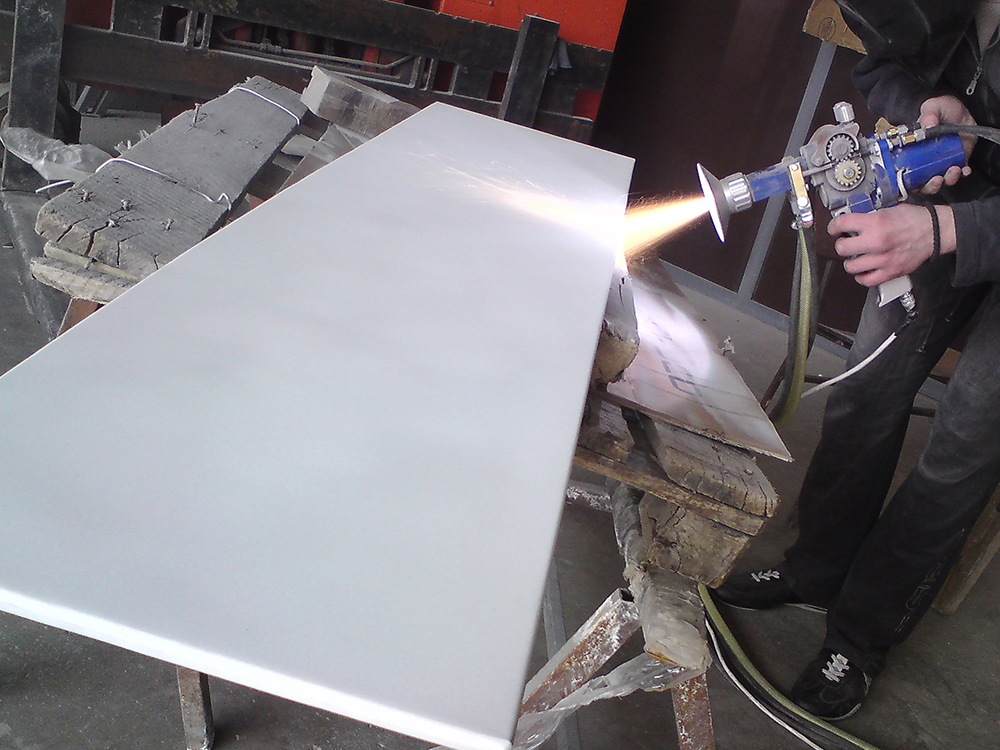
金属热喷涂加工厂家
热喷涂工艺施工过程中的安全防护注意事项:氧气瓶未装减压器前应略为打开氧气阀门把污物吹除干净,以免灰尘、垃圾进入减压器而堵塞,造成事故!禁止把氧气瓶和乙炔瓶以及其它可燃气体的钢瓶放在一起;凡易燃品、油脂和带有油污的物品,不能和氧气瓶同车运输!搬运氧气瓶和乙炔瓶时,应将瓶口颈上的保护帽装好,使用时,应放在妥善可靠的地方,才能把瓶口颈上的保护帽取下.在扳瓶口帽时,只能用手或扳手旋下,禁止用金属锤敲击,防止产生火星而造成事故.
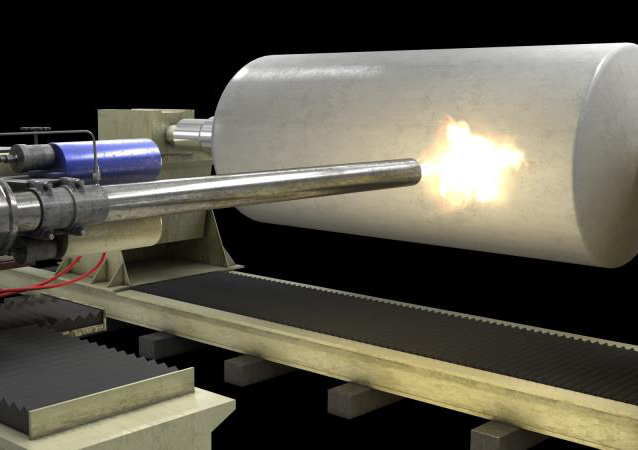
喷涂轴修复厂家_轴修复相关-成都鼎明金属表面防腐喷涂有限公司
环境因素与应力因素一样,既可以单独、也可以与其它因素耦合在一起来诱发零部件的失效!3.时间因素时间不能作为独立因素来诱发失效产生,没有应力和环境因素的存在,时间因素就失去了意义.但是,当时间因素与应立因素和环境因素耦合在一起时,它就变成一个非常重要的因素!上述各种不同外界因素对零部件的失效起着各不相同的影响,从而产生不同的失效模式,各种主要失效模式、典型的诱发因素之间的关系可参见相关资料。在进行热喷涂涂层设计时,要特别注重对零部件表面失效产生影响的因素进行重点分析,这些因素可能单独作用于零部件,也可能耦合作用于零部件,而在耦合作用下,对零部件的破坏作用要严重得多!
我的这几个网站都做优化得多少钱啊
这些站点优化起来肯定话费不小啊。
热喷涂锌工艺与热镀锌工艺的性能有什么区别?
热镀锌也叫热浸锌和热浸镀锌:是一种有效的金属防腐方式,主要用于各行业的金属结构设施上。是将除锈后的钢件浸入500℃左右融化的锌液中,使钢构件表面附着锌层,从而起到防腐的目的。 热镀锌工艺流程:成品酸洗-水洗-加助镀液-烘干-挂镀-冷却-yao化-清洗-打磨-热镀锌完工热镀锌是由较古老的热镀方法发展而来的,自从1836年法国把热镀锌应用于工业以来,已经有一百四十年的历史了...
热镀锌也叫热浸锌和热浸镀锌:是一种有效的金属防腐方式,主要用于各行业的金属结构设施上。是将除锈后的钢件浸入500℃左右融化的锌液中,使钢构件表面附着锌层,从而起到防腐的目的。 热镀锌工艺流程:成品酸洗-水洗-加助镀液-烘干-挂镀-冷却-yao化-清洗-打磨-热镀锌完工热镀锌是由较古老的热镀方法发展而来的,自从1836年法国把热镀锌应用于工业以来,已经有一百四十年的历史了。然而,热镀锌工业是近三十年来伴随冷轧带钢的飞速发展而得到了大规模发展。
热镀锌也叫热浸锌和热浸镀锌:是一种有效的金属防腐方式,主要用于各行业的金属结构设施上。是将除锈后的钢件浸入500℃左右融化的锌液中,使钢构件表面附着锌层,从而起到防腐的目的。 热镀锌工艺流程:成品酸洗-水洗-加助镀液-烘干-挂镀-冷却-yao化-清洗-打磨-热镀锌完工热镀锌是由较古老的热镀方法发展而来的,自从1836年法国把热镀锌应用于工业以来,已经有一百四十年的历史了。然而,热镀锌工业是近三十年来伴随冷轧带钢的飞速发展而得到了大规模发展。
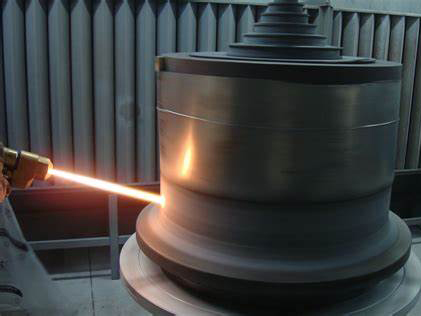
目前,我国每年热、冷轧辊和支承辊的报废量分别为100多万吨、20多万吨和近20万吨。如此大的报废量无论从轧钢厂和轧辊企业的生产成本,还是从我国的能源和资源消耗方面来看都是一项巨大的浪费,而且造成环境污染。废旧轧辊是一种宝贵的资源,对其进行再制造修复具有良好的经济效益和社会效益。因此,世界各国均已开展了对废旧轧辊再制造的各项研究工作,已开发出各种再制造修复工艺。目前所开发的工艺主要有堆焊工艺、热喷涂工艺、热喷焊工艺和激光表面熔覆工艺等。其中,堆焊是目前钢质轧辊再制造中普遍应用的技术之一,经过堆焊修复的轧辊具有成本低、寿命长、使用效果好等特点。但堆焊仅能对钢质轧辊进行修复,且工艺复杂、技术难度大、成本高、效率低、劳动条件恶劣,轧辊基体内残余应力大,所修复的轧辊容易产生气孔、裂缝、夹渣、焊瘤和脱落等质量问题。
供应商信息