欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站
欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站

- 公司名称:成都鼎明金属表面防腐喷涂有限公司
- 联系人:魏先生
- 手机:13880346848
- 公司地址:四川省成都市新都区
喷锌
- 您当前的位置:
- 首页>
- 产品中心 >喷锌 >四川喷锌公司_冷喷锌相关-成都鼎明金属表面防腐喷涂有限公司



- 产品名称:四川喷锌公司_冷喷锌相关-成都鼎明金属表面防腐喷涂有限公司
- 产品价格:面议
- 产品数量:10000
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2021-07-21
产品说明
电弧喷涂层与金属基体具有优良的涂层结合力(可达10Mp以上),金属喷涂层以机械镶嵌和微冶金与基体金属相结合,在轻微的弯曲、冲击或碰撞下也能确保防腐涂层不脱落、不起皮、结合牢固、防腐长久有效,这一点是其它任何表面防腐涂层无法达到的!钢结构喷铝喷锌防腐涂层原理为阴极保护,在腐蚀环境下,即使防腐涂层局部破损,仍具有牺牲自己保护钢铁基体之效果!涂层(阳极)与钢铁基体(阴极)的面积比≥1;而富锌涂料的阳极与阴极比都1,其保护效果和结合力也远远低于电弧喷涂防腐涂层.

电弧喷铜_现场喷铜机相关-成都鼎明金属表面防腐喷涂有限公司
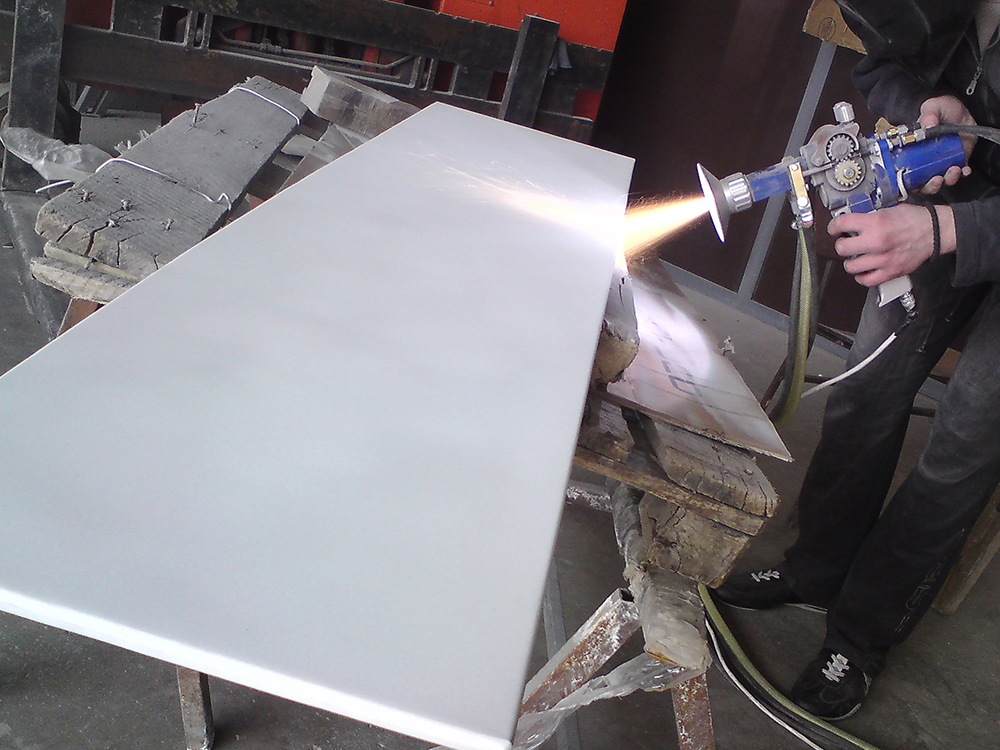
工艺流程压缩空气系统经过除油、除水过滤,然后将锌丝由后手管放入喷枪并伸出枪嘴8mm,更长不得超过12mm!用氧气、乙炔焰作熔融焰,用净化过的压缩空气,推动锌丝前进,并使熔融的部分形成一种雾状喷射到基体金属表面上,形成均匀镀层.喷涂时气体压力及流量:压缩空气压力在5-6Kg/cm2之间,6Kg/cm2为好;氧气应为2Kg/cm2,气量控制在0.8-0.85Kg/m3时;乙炔压力为0-5Kg/cm2,流量控制在0.

钢结构喷涂价格_免喷涂相关-成都鼎明金属表面防腐喷涂有限公司
四川喷锌公司

防腐喷不锈钢处理_不锈钢喷清漆相关-成都鼎明金属表面防腐喷涂有限公司
质量检测为了确保设计要求和工程质量,必须对成品作整体的检测!包括外观检查、厚度检查、粘结力的检查!处理检查:主要目测镀层外观有无杂物气泡、空洞及凸凹不平颗粒及裂洞等现象.厚度的检查:采用HCC-18型国产磁性测厚仪进行检查!粘结力的检查:采用刀刮法测试粘结力强度,用小刀或螺丝刀等工具刮基体不太重要的部位或认为质量差的部位!如果只产生新镀层的明亮刮痕,而无脱落现象,即为合格!如脱落面积占检查部位的15%时,则认为不合格!
公司是一家以喷涂加工为主的企业,主打喷锌,更多产品详详情请拨打电话:13880346848先生 或到访四川省成都市新都区。成都鼎明金属表面防腐喷涂有限公司期待与您一起合作共赢,在追求低价格高效率,快速度的同时,更注重质量的保证,努力为客户做好每一件产品,做到在成长中求发展,始终保持一种尽善尽美的工作态度,满怀希望和热情的朝着目标努力。
7-0!75Kg/m3时,这时的火焰为中性焰!喷枪嘴至结构的垂直距离:采用100-120mm,喷嘴中心线与工作面垂直的夹角.采用角度为80°为好:送丝速度一般控制在120-150mm/s。喷锌的次序重量约为65Kg/h左右;为了获得较均匀的镀层,喷枪移动速度必须适当!一层较慢(一层喷镀厚度应是总厚度的40-50%);第二层稍慢(同喷漆速度大致相同);一般约为0.3-0.35m/分钟。两层之间的喷镀方向应相互垂直。
喷砂在施工过程中,采用以下设备和措施:空气压缩机、储气罐、油水分离器、空气滤清器、喷砂罐、胶带、喷砂枪、耐磨瓷嘴。磨料选用硬度高,有棱角的0!5-2mm河砂,砂粒干燥,含水量小于1%,清洁无杂质,喷嘴选用扩张L型瓷嘴。空气经扩张-压缩-扩张等阶段,流出砂嘴的空气流量能达到超音速状态,使喷射的磨料动能大大增加,使基体表面更加活化和电化,而导致镀层结合强度的增加.除锈工艺流程为压缩空气进入储气罐,经油水分离器、空气滤清器,使其清洁干燥,不含油质,然后进入砂罐,经胶带将砂粒压至喷砂枪,喷射金属基体.
严重影响钢构件的使用寿命,为防止钢铁件的氧化,之前常采用油漆保护,其使用寿命一般在3-5年,多长不超过8年.因此需要经常性的进行维修保养,常见的方法***是烤铲油漆,耗费大量人力物力!现采用气喷涂工艺或电弧喷涂工艺喷锌、喷铝加以保护,可达20年以上无需保养的效果!如在锌、铝图层外再加涂料,在这双重复合图层作用下,其使用寿命更长,以确保工程的百年大计!喷锌工艺的预处理采用喷砂,故工件表面有粗糙度,涂层结合力较好,抗拉强度≥6Mpa!
供应商信息