 欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站
欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站

- 公司名称:成都鼎明金属表面防腐喷涂有限公司
- 联系人:魏先生
- 手机:13880346848
- 公司地址:四川省成都市新都区
热喷涂
- 产品名称:火焰热喷涂多少钱_热喷涂陶瓷相关-成都鼎明金属表面防腐喷涂有限公司
- 产品价格:面议
- 产品数量:10000
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2021-07-25
产品说明
热喷涂涂层设计基本原理采用热喷涂技术不仅能提高机器设备的耐磨损性、耐腐蚀性、耐侵蚀性、热稳定性和化学稳定性,而且能赋予普通材料特殊的功能,诸如高温超导涂层、生物涂层、金刚石涂层、固体氧燃料电池(SOFCs)电极催化涂层等,因此,热喷涂技术必然会愈来愈引起人们的重视,并在各个工业领域获得越来越广泛的应用.但是,实际零部件因其材质、形状、大小及其应用环境、服役条件等存在很大差别,要想成功采用热喷涂涂层来解决所面临的技术问题,必须遵循特定的过程,其中,重要的有以下五个关键过程.
氧气减压表螺母在氧气瓶嘴上至少要拧上6~8扣.螺丝接头应拧紧,减压表调节螺杆应松开!在把氧气瓶、减压器装好后,慢慢地打开氧气阀门,检查减压器连接氧气瓶的接头是否漏气,表指示是否灵活,开启氧气阀时,头脸不要对着减压表,应站在减压器侧面或后面。检查漏气时不得使用烟火或明火,可用肥皂水检查,检查不漏后方可使用!严禁氧气瓶口接触油脂,或用油污的扳手拧氧气瓶阀和减压连接螺丝!也不允许戴油污的手套,以免产生燃烧爆炸事故.
现在,更为严格的要求甚至包括对喷涂原材料生产厂商提出质量管理要求!所有上述内容构成一个完整的热喷涂涂层设计的全过程!需要特别指出的是,热喷涂涂层的性能虽然主要取决于喷涂材料的性能,但还明显受到所选定的喷涂设备和喷涂工艺的影响!同一种喷涂材料,当采用不同的喷涂设备、不同的喷涂工艺参数进行喷涂时,所得涂层的性能会存在很大差别!此外,涉及制备涂层的其它各个环节都会决定后面的涂层性能,如表面预处理、冷却措施、涂层加工等,因此,只有对制备涂层的各个过程进行质量控制,才可能获得性能满足要求的、质量稳定的涂层.
环境因素与应力因素一样,既可以单独、也可以与其它因素耦合在一起来诱发零部件的失效.3.时间因素时间不能作为独立因素来诱发失效产生,没有应力和环境因素的存在,时间因素就失去了意义!但是,当时间因素与应立因素和环境因素耦合在一起时,它就变成一个非常重要的因素!上述各种不同外界因素对零部件的失效起着各不相同的影响,从而产生不同的失效模式,各种主要失效模式、典型的诱发因素之间的关系可参见相关资料。在进行热喷涂涂层设计时,要特别注重对零部件表面失效产生影响的因素进行重点分析,这些因素可能单独作用于零部件,也可能耦合作用于零部件,而在耦合作用下,对零部件的破坏作用要严重得多。
1.准确分析问题所在,明确涂层性能要求;2.合理进行涂层设计,包括正确选择喷涂材料、设备、工艺及遵循严格的涂层质量性能评价体系等;3.优化涂层制备工艺;4.严格控制涂层质量;5.涂层技术的经济可行性分析!涂层设计起着承上启下的作用,是采用热喷涂技术成功解决实际问题的基础,是所有环节中重要的环节之一,在进行涂层设计时要考虑涂层所涉及到的各个环节,具有明显的系统特性!因此,为了获得满足使用性能要求的涂层,在进行喷涂前,必须进行周密、合理的涂层设计。
金属表面喷不锈钢修复_喷塑不锈钢相关-成都鼎明金属表面防腐喷涂有限公司
防腐热喷锌工艺_热喷锌设备相关-成都鼎明金属表面防腐喷涂有限公司
火焰热喷涂多少钱
氧气瓶、乙炔瓶及减压器在使用前后应妥善安放,避免撞击和振动!使用乙炔瓶、氧气瓶时应垂直立放,并设有支架固定,防止跌倒。氧气瓶与乙炔瓶、易燃易爆物品或其它明火要保持8~10米以上的距离!在某种情况下,确实难以达到8~10米时,应保证不小于5米,但必须加强防护。10、氧气瓶中的氧气不允许全部用完,至少留1~2公斤/厘米2的剩余压力。1冬天如遇到瓶阀和减压器冻结时,可以用热水、蒸汽或红外灯炮给予解冻,严禁使用明火加热。
电弧喷铜公司_防腐喷涂加工-成都鼎明金属表面防腐喷涂有限公司

钢结构喷铝公司_内喷铝相关-成都鼎明金属表面防腐喷涂有限公司
热喷涂加工是如何利用热源对材料加热的?
当然是利用热源的作用,将热喷涂加工所用的喷涂材料进行加热,使其达到熔化或接近熔化状态。然后将这种状态的粒子雾化,并喷射、沉积到热喷涂加工的基材表面,形成涂层。
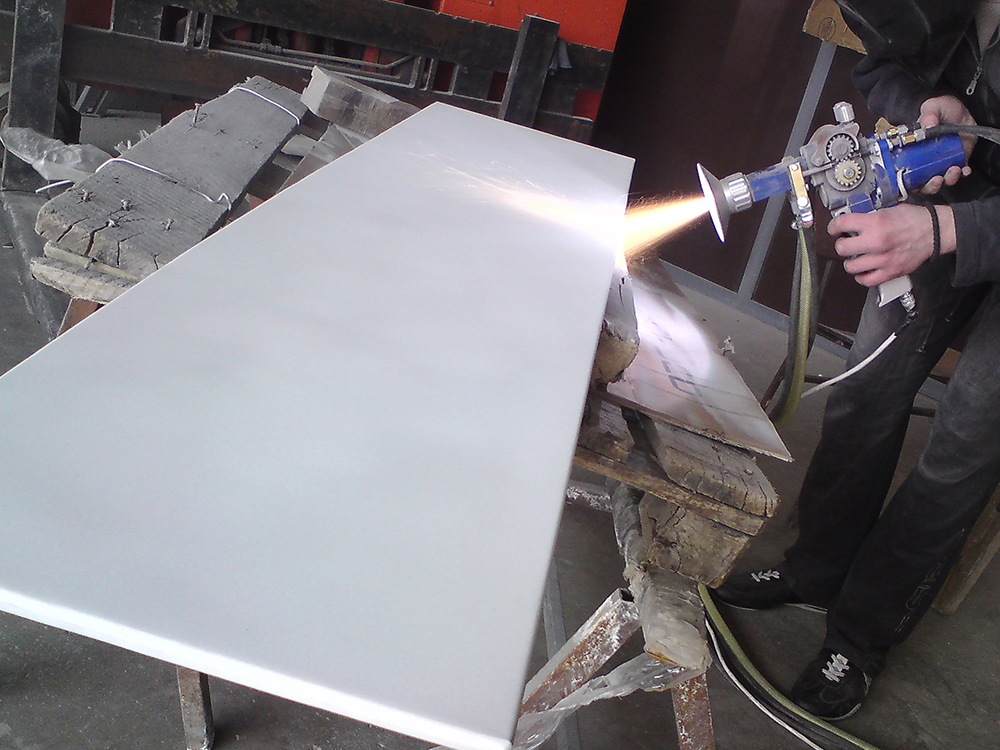
与热喷涂加工有相似之处的是喷焊,它也是利用热源将材料加热,然后喷到基材表面上,但紧接着却是将其熔化到基材表面上,形成特殊表面层的方法。不仅如此,喷焊所用热源也比较单一,目前主要是氧乙炔火焰。
喷焊是利用热源将材料加热,喷到基材表面上,并进而将其熔化到基材表面上,形成特殊表面层的方法。现阶段,喷焊时采用的热源主要是氧乙炔火焰。
与热喷涂加工有相似之处的是喷焊,它也是利用热源将材料加热,然后喷到基材表面上,但紧接着却是将其熔化到基材表面上,形成特殊表面层的方法。不仅如此,喷焊所用热源也比较单一,目前主要是氧乙炔火焰。
喷焊是利用热源将材料加热,喷到基材表面上,并进而将其熔化到基材表面上,形成特殊表面层的方法。现阶段,喷焊时采用的热源主要是氧乙炔火焰。
热喷涂技术在机械维修上的典型应用?
批量生产的低压薄壁容器,零件大部分采用ZL115压差铸造毛坯。虽然铸件经过X光探伤检测,但是由于结构特征的限制和铸造缺陷的大小与分布的敏感方向不同,有些缺陷在X光片上不能明显呈现出来,常常在机械加工之后发现,有些直径微小的穿透性气孔只能在压力试验之后发现。这严重影响到产品质量和生产进度,甚至造成巨大经济损失。一些常规焊补方法均不能很好地满足技术要求。为了验证该项新工艺对解决铸铝零件机加后所出现的密封性和外观缺陷修复的有效性,寻找出一种铸铝件缺陷修复新途径,我们进行了大量工艺试验和必要的检测,并形成一套正确的铸铝件缺陷修复工艺规程。
从应用领域看,航空业是全球热喷涂涂料最大的应用领域之一,约占整体市场份额的32%以上。尤其在北美和亚太地区的航空业投资力度不断加大、发展迅速的背景下,预计未来几年热喷涂涂料在这一市场增速将非常明显。另外,工业燃气轮机是热喷涂涂料第二大应用领域,随着船舶,火车,坦克,直升飞机和摩托车等应用范围的不断扩大,预计在未来的一段时间内需求将会增长,而且预计增速最快。值得注意的是,热喷涂涂料在汽车业的消费需求相对平缓。
供应商信息



