欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站
欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站

- 公司名称:成都鼎明金属表面防腐喷涂有限公司
- 联系人:魏先生
- 手机:13880346848
- 公司地址:四川省成都市新都区
喷镍
- 您当前的位置:
- 首页>
- 产品中心 >喷镍 >金属喷镍处理_电弧喷镍相关-成都鼎明金属表面防腐喷涂有限公司

- 产品名称:金属喷镍处理_电弧喷镍相关-成都鼎明金属表面防腐喷涂有限公司
- 产品价格:面议
- 产品数量:10000
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2021-07-22
产品说明
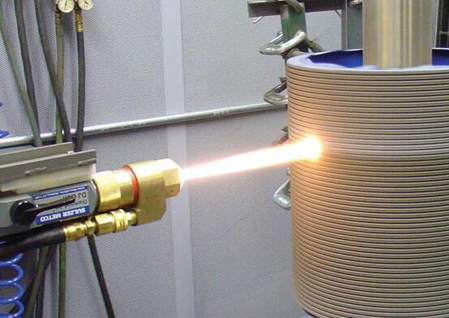
自熔性合金粉末是以镍、钴、铁为基材的合金,其中加入适量硼和硅元素,起脱氧造渣焊接熔剂的作用,同时能降低合金熔点,适于乙炔一氧焰对涂层进行重熔!国产自熔性合金粉末品种较多,镍基合金粉末有较强的耐蚀性,抗氧化性可达650°C,耐磨性强;钴基合金粉末大的特点是红硬性好,可在700℃保持较好的耐磨性和耐蚀性;铁基合金粉末耐磨粒磨损性优于其他两类。喷焊的工艺程序基本与喷涂相同,所不同者在喷粉工序中增加了重熔程序.
下列情况宜选用喷焊工艺⑴各种碳钢、低合金钢的工件表面载荷大,特别是受冲击载荷,要求涂层与基体结合强度在350—450N/mm2的工件,喷焊硬度HRC150≤65,涂层厚度从0!3至数毫米,喷焊层经磨削加工后表面粗糙度可达Ra0。4—0!1μm以上!⑵在腐蚀介质中使用,要求涂层致密,无孔隙!⑶工件表面原设计采用淬火、渗碳、渗氮、镀硬铬等工艺,要求表面有很高的硬度.⑷工件工作环境恶劣,如受强烈的磨粒磨损、冲蚀磨损、气蚀等等.
成都鼎明金属表面防腐喷涂有限公司积累了20余年热喷涂技术和经验的公司,可根据客户不同需求,专业从事热喷锌.喷铝!不锈钢.铜!钼。镍等钢件表面抗腐蚀!抗氧化.耐磨.耐高温多种场合的热喷涂业务!喷涂与喷焊的工艺区别喷涂层和喷焊层与基体金属的结合形成不同,镍包铝通过喷涂焰束加热时发生放热化学反应,在经喷砂除锈达Sa3级,RZ50μm的碳钢表面形成微冶金结合底层与工作层又产生“锚钩”效应的机械结合涂层,而喷焊层与基体的结合纯属冶金结合涂层.
缺点:环境保护较差,环境污染风险较大!喷砂喷砂:是采用压缩空气为动力,以形成高速喷射束将喷料高速喷射到需处理工件表面,使工件表面的外表面的外表或形状发生变化,获得一定的清洁度和不同的粗糙度的一种工艺!技术特点:实现不同的反光或亚光!能清理工件表面的微小毛刺,并使工件表面更加平整,消除了毛刺的危害,提高了工件的档次!清楚前处理时遗留的残污,提高工件的光洁度,能使工件露出均匀一致的金属本色,使工件外表更美观,好看.
喷焊有一步喷焊法和二步喷焊法.施工前应注意:①工件表面有渗碳层或氮化层,在预处理时必须清除;②工件的预热温度为一般碳钢200~300℃,耐热奥氏体钢350~400℃!预热火焰用中性或弱碳焰。此外,喷涂层重熔后,厚度减小25%左右,喷熔后在热态测量时,应将此量考虑在内.一步喷焊法一步法即喷一段后即熔一段,喷、熔交替进行,使用同一支喷枪完成!可选用中、小型喷焊枪。在工件预热后先喷涂0!2mm的保护层,并将表面封严,以防氧化,喷熔从一端开始,喷距10~30mm,有顺序地对保护层局部加热到熔融开始湿润(不能流淌)时再喷粉,与熔化反复进行,直至达到预定厚度,表面出现“镜面”反光,再向前扩展,达到表面全部覆盖喷焊层。
管道外壁喷不锈钢喷涂_不锈钢网相关-成都鼎明金属表面防腐喷涂有限公司
金属喷镍处理
与喷涂层相比,喷焊层的优点显著.但由于重熔过程中基体局部受热后温度达900℃,会产生较大热变形!因此,喷焊的使用范围有一定局限性.适于喷焊的零件和材料一般是:①受冲击载荷,要求表面硬度高,耐磨性好的易损零件,如抛砂机叶片,破碎机齿板,挖掘机铲斗齿等;②几何形状比较简单的大型易损零件,如轴、柱塞、滑块、液压缸、溜槽板等;③低碳钢、中碳钢(含碳0。4%以下)、含锰、钼、钒总量3%的结构钢、镍铬不锈钢、铸铁等材料!
⑸氧—乙炔焰合金粉末喷焊工艺适应各种碳钢、低合金钢零部件的表面强化或修复,但应注意到零件材质的一些特点,当基体材质的线胀系数与合金喷焊层的线胀系数差别较大时小于12×10-6/℃大于12×10-6/℃,则应慎用此工艺,以免造成裂纹,若基体金属中与氧亲合力大的元素含量较多如钨和钼的含量大于3%,铝、镁、钴、钛、钼等元素总含量大于0!5%或钢中含硫量较多时,也会给喷焊带来困难,这是因为这些材料与氧作用极易生成致密而稳定的氧化膜,阻挡熔融合金对基体的润湿作用,重熔时液态合金会呈珠状象“汗珠”一样地滚落,因此在采用喷焊工艺时,应该注意此工艺对于所喷基体材料的适应性.
供应商信息