欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站
欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站

- 公司名称:成都鼎明金属表面防腐喷涂有限公司
- 联系人:魏先生
- 手机:13880346848
- 公司地址:四川省成都市新都区
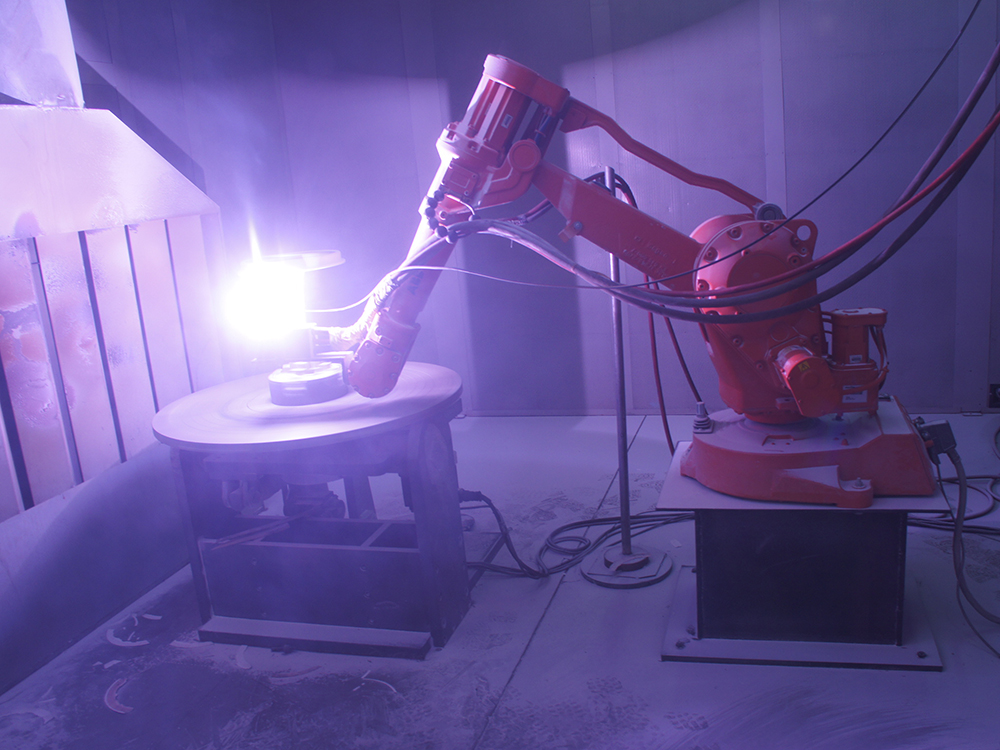
喷镍

- 产品名称:表面喷镍加工厂家_铝镁合金能热喷镍吗相关-成都鼎明金属表面防腐喷涂有限公司
- 产品价格:面议
- 产品数量:10000
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2021-07-24
产品说明
与喷涂层相比,喷焊层的优点显著!但由于重熔过程中基体局部受热后温度达900℃,会产生较大热变形!因此,喷焊的使用范围有一定局限性!适于喷焊的零件和材料一般是:①受冲击载荷,要求表面硬度高,耐磨性好的易损零件,如抛砂机叶片,破碎机齿板,挖掘机铲斗齿等;②几何形状比较简单的大型易损零件,如轴、柱塞、滑块、液压缸、溜槽板等;③低碳钢、中碳钢(含碳0!4%以下)、含锰、钼、钒总量3%的结构钢、镍铬不锈钢、铸铁等材料!
下列情况宜选用喷焊工艺⑴各种碳钢、低合金钢的工件表面载荷大,特别是受冲击载荷,要求涂层与基体结合强度在350—450N/mm2的工件,喷焊硬度HRC150≤65,涂层厚度从0。3至数毫米,喷焊层经磨削加工后表面粗糙度可达Ra0!4—0.1μm以上!⑵在腐蚀介质中使用,要求涂层致密,无孔隙!⑶工件表面原设计采用淬火、渗碳、渗氮、镀硬铬等工艺,要求表面有很高的硬度!⑷工件工作环境恶劣,如受强烈的磨粒磨损、冲蚀磨损、气蚀等等。
⑸氧—乙炔焰合金粉末喷焊工艺适应各种碳钢、低合金钢零部件的表面强化或修复,但应注意到零件材质的一些特点,当基体材质的线胀系数与合金喷焊层的线胀系数差别较大时小于12×10-6/℃大于12×10-6/℃,则应慎用此工艺,以免造成裂纹,若基体金属中与氧亲合力大的元素含量较多如钨和钼的含量大于3%,铝、镁、钴、钛、钼等元素总含量大于0.5%或钢中含硫量较多时,也会给喷焊带来困难,这是因为这些材料与氧作用极易生成致密而稳定的氧化膜,阻挡熔融合金对基体的润湿作用,重熔时液态合金会呈珠状象“汗珠”一样地滚落,因此在采用喷焊工艺时,应该注意此工艺对于所喷基体材料的适应性.
实现无镍封孔,满足欧、美等国家对无镍的要求!技术难点及改善关键点:阳极氧化的良率水平关系到产品的成本,提升氧化良率的重点在于适合的氧化剂用量、适合的温度及电流密度,这需要结构件厂商在生产过程中不断探索,寻求突破.与热喷涂喷镍对比较多的电镀(Electroplating)电镀:是利用电解作用使金属的表面附着一层金属膜的工艺从而起到防止腐蚀,提高耐磨性、导电性、反光性及增进美观等作用的一种技术.工艺流程:前处理→无氰碱铜→无氰白铜锡→镀铬技术特点:优点:镀层光泽度高,品质金属外观;基材为SUS、Al、Zn、Mg等;成本相对PVD低!
自熔性合金粉末是以镍、钴、铁为基材的合金,其中加入适量硼和硅元素,起脱氧造渣焊接熔剂的作用,同时能降低合金熔点,适于乙炔一氧焰对涂层进行重熔!国产自熔性合金粉末品种较多,镍基合金粉末有较强的耐蚀性,抗氧化性可达650°C,耐磨性强;钴基合金粉末大的特点是红硬性好,可在700℃保持较好的耐磨性和耐蚀性;铁基合金粉末耐磨粒磨损性优于其他两类。喷焊的工艺程序基本与喷涂相同,所不同者在喷粉工序中增加了重熔程序!
表面喷镍加工厂家
金属表面喷铜厂家_喷涂加工-成都鼎明金属表面防腐喷涂有限公司
设备轴修复修理_轴径修复相关-成都鼎明金属表面防腐喷涂有限公司
电机轴修复费用_蓄电池修复仪相关-成都鼎明金属表面防腐喷涂有限公司
具有雄厚技术实力的东化公司接受这项挑战,依靠近20年的管道防腐涂料研制、生产和工程施工的实践经验,只用半年时间就研制出全部使用国产原材料,达到美国同类产品性能,价格极具竞争力的高石英砂含量环氧陶瓷涂料,一次喷涂可达lmm以上的双组分热喷涂专用喷涂机械,和每天可涂敷近600米大口径铸铁管的抛丸除锈、热喷涂、热固化的涂敷工艺。据中国环氧树脂行业会专家介绍,用本溪北台铸管公司大口径铸铁管喷涂出的样品管内衬层粘结牢固、坚硬致密、表面光滑如镜,使科威特贸易官员称赞不已,终于将这份合同交给本溪北台铸管和廊坊东化共同承担,首创环氧陶瓷衬里大口径铸铁管大批量向中东出口的先例。涂敷作业自2002年11月开以来,克服了气温低达-15℃以下所带来的不利影响,作业线运行越来越顺利,内衬质量越来越稳定,目前已有60000多吨铸管出口。
供应商信息