欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站
欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站

- 公司名称:成都鼎明金属表面防腐喷涂有限公司
- 联系人:魏先生
- 手机:13880346848
- 公司地址:四川省成都市新都区
喷镍
- 您当前的位置:
- 首页>
- 产品中心 >喷镍 >防腐喷镍处理_电弧喷涂加工-成都鼎明金属表面防腐喷涂有限公司
- 产品名称:防腐喷镍处理_电弧喷涂加工-成都鼎明金属表面防腐喷涂有限公司
- 产品价格:面议
- 产品数量:10000
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2021-07-26
产品说明
自熔性合金粉末是以镍、钴、铁为基材的合金,其中加入适量硼和硅元素,起脱氧造渣焊接熔剂的作用,同时能降低合金熔点,适于乙炔一氧焰对涂层进行重熔!国产自熔性合金粉末品种较多,镍基合金粉末有较强的耐蚀性,抗氧化性可达650°C,耐磨性强;钴基合金粉末大的特点是红硬性好,可在700℃保持较好的耐磨性和耐蚀性;铁基合金粉末耐磨粒磨损性优于其他两类。喷焊的工艺程序基本与喷涂相同,所不同者在喷粉工序中增加了重熔程序.
公司是一家以喷涂加工为主的企业,主打喷镍,更多产品详详情请拨打电话:13880346848先生 或到访四川省成都市新都区。成都鼎明金属表面防腐喷涂有限公司期待与您一起合作共赢,在追求低价格高效率,快速度的同时,更注重质量的保证,努力为客户做好每一件产品,做到在成长中求发展,始终保持一种尽善尽美的工作态度,满怀希望和热情的朝着目标努力。
⑸氧—乙炔焰合金粉末喷焊工艺适应各种碳钢、低合金钢零部件的表面强化或修复,但应注意到零件材质的一些特点,当基体材质的线胀系数与合金喷焊层的线胀系数差别较大时小于12×10-6/℃大于12×10-6/℃,则应慎用此工艺,以免造成裂纹,若基体金属中与氧亲合力大的元素含量较多如钨和钼的含量大于3%,铝、镁、钴、钛、钼等元素总含量大于0。5%或钢中含硫量较多时,也会给喷焊带来困难,这是因为这些材料与氧作用极易生成致密而稳定的氧化膜,阻挡熔融合金对基体的润湿作用,重熔时液态合金会呈珠状象“汗珠”一样地滚落,因此在采用喷焊工艺时,应该注意此工艺对于所喷基体材料的适应性!
防腐喷镍工艺_电弧喷镍相关-成都鼎明金属表面防腐喷涂有限公司

热喷铜电话_防腐喷涂加工-成都鼎明金属表面防腐喷涂有限公司
火焰热喷涂多少钱_热喷涂陶瓷相关-成都鼎明金属表面防腐喷涂有限公司
承接各种户外钢结构如:(输入铁塔!桥梁结构件.电视塔天线.钢制电线杆.化工储存罐等)喷涂!喷砂业务!可现场加工!承接修复类:各种大。小轴,如印刷辊!印铁辊!水泵轴.汽车曲轴。转动轴达到耐磨及恢复尺寸!金属的各种表面处理工艺介绍阳极氧化:阳极氧化:主要是铝的阳极氧化,是利用电化学原理,在铝和铝合金的表面生成一层Al2O3(氧化铝)膜!这层氧化膜具有防护性、装饰性、绝缘性、耐磨性等特殊特性。工艺流程:单色、渐变色:抛光/喷砂/拉丝→除油→阳极氧化→中和→染色→封孔→烘干双色:①抛光/喷砂/拉丝→除油→遮蔽→阳极氧化1→阳极氧化2→封孔→烘干②抛光/喷砂/拉丝→除油→阳极氧化1→镭雕→阳极氧化2→封孔→烘干技术特点:提升强度,实现除白色外任何颜色。
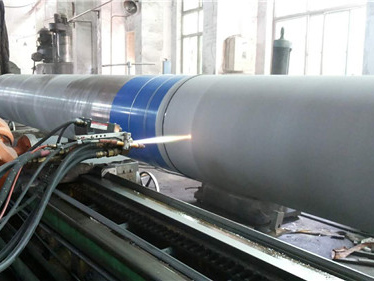
防腐喷镍处理
喷焊有一步喷焊法和二步喷焊法。施工前应注意:①工件表面有渗碳层或氮化层,在预处理时必须清除;②工件的预热温度为一般碳钢200~300℃,耐热奥氏体钢350~400℃。预热火焰用中性或弱碳焰.此外,喷涂层重熔后,厚度减小25%左右,喷熔后在热态测量时,应将此量考虑在内.一步喷焊法一步法即喷一段后即熔一段,喷、熔交替进行,使用同一支喷枪完成。可选用中、小型喷焊枪!在工件预热后先喷涂0.2mm的保护层,并将表面封严,以防氧化,喷熔从一端开始,喷距10~30mm,有顺序地对保护层局部加热到熔融开始湿润(不能流淌)时再喷粉,与熔化反复进行,直至达到预定厚度,表面出现“镜面”反光,再向前扩展,达到表面全部覆盖喷焊层。
喷镍处理_喷镍烘干设备图片相关-成都鼎明金属表面防腐喷涂有限公司
实现无镍封孔,满足欧、美等国家对无镍的要求.技术难点及改善关键点:阳极氧化的良率水平关系到产品的成本,提升氧化良率的重点在于适合的氧化剂用量、适合的温度及电流密度,这需要结构件厂商在生产过程中不断探索,寻求突破!与热喷涂喷镍对比较多的电镀(Electroplating)电镀:是利用电解作用使金属的表面附着一层金属膜的工艺从而起到防止腐蚀,提高耐磨性、导电性、反光性及增进美观等作用的一种技术.工艺流程:前处理→无氰碱铜→无氰白铜锡→镀铬技术特点:优点:镀层光泽度高,品质金属外观;基材为SUS、Al、Zn、Mg等;成本相对PVD低。
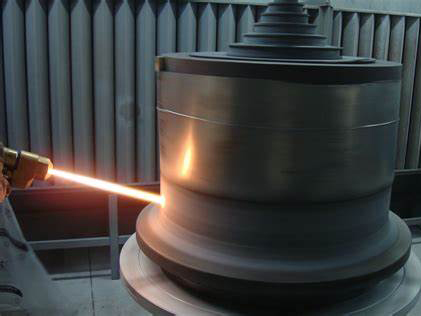
重熔是二步法的关键工序,在喷涂后立即进行!用中性焰或弱碳化焰的大功率柔软火焰,喷距约20~30mm,火焰与表面夹角为60°~75°,从距涂层约30mm处开始,适当掌握重熔速度,将涂层加热,直至涂层出现“镜面”反光为度,然后进行下一个部位的重熔。重熔时应防止过熔(即镜面开裂),涂层金属流淌,或局部加热时间过长使表面氧化!多层重熔时,上一层降温至700℃左右,清除表面熔渣后,再作二次喷熔!重熔宜不超过3次。
如一次厚度不足,可重复加厚!一步法适用于小型零件或小面积喷焊.二步喷焊法二步法即先完成喷涂层再对其重熔!喷涂与重熔均用大功率喷枪,例如SpH-E喷、焊两用枪,使合金粉末充分在火焰中熔融,在工件表面上产生塑性变形的沉积层.喷铁基粉末时用弱碳火焰,喷镍基和钴基粉末时用中性或弱碳火焰!喷粉每层厚度0.2mm,重复喷涂达到重熔厚度,一般可在0.5~0!6mm时重熔!如果喷焊层要求较厚,一次重熔达不到要求时,可分几次喷涂和重熔.由哈尔滨工业大学王铀教授课题组承担的省自然科学基金项目“纳米结构热喷涂强韧耐磨抗蚀陶瓷涂层”课题日前通过验收,以中国工程院院士张立同为主任的专家组认为,该课题成功研制出的纳米耐磨抗蚀陶瓷涂层技术达到世界先进水平。 作为纳米材料热喷涂领域的开拓者之一,王铀旅居国外10年后,将先进纳米陶瓷涂层技术带回国内,并与中国船舶重工集团合作,在省自然科学基金资助下进一步创新,经过两年艰苦努力,取得成功。据王铀介绍,与传统微米结构陶瓷涂层相比,纳米陶瓷涂层的抗腐蚀、抗冷热交变性能分别高出1~2倍,耐磨性能高出4~8倍。可广泛应用于汽车、火车、船舶和挖掘机等各种机械部件上,大大延长机械部件的使用寿命。
供应商信息