欢迎访问青岛博林特机械有限公司的网站
欢迎访问青岛博林特机械有限公司的网站

- 公司名称:青岛博林特机械有限公司
- 联系人:博林特
- 手机:18561836065
- 公司地址:青岛市城阳区正阳路380号
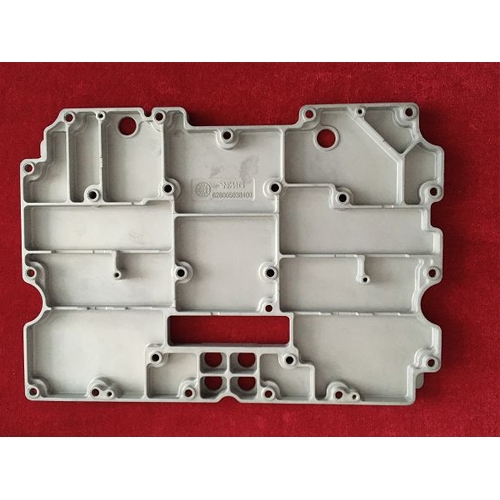
镁合金零件
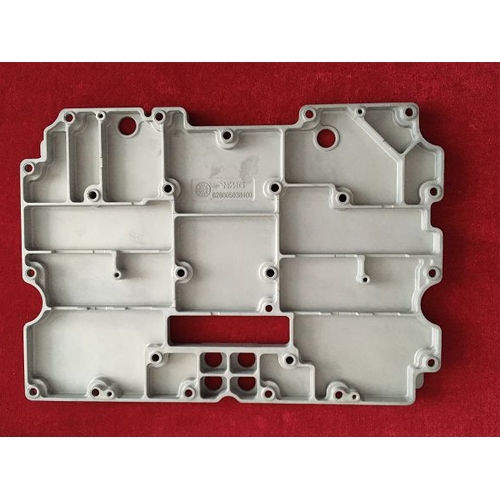
- 产品名称:金华镁合金零件加工厂_湖北镁合金零件加工企业_青岛博林特机械有限公司
- 产品价格:面议
- 产品数量:1
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2022-06-20
产品说明
不过这种组合工艺很少使用。锻压成形变形镁合金不能冷段,只能热锻,锻造温度200℃~400℃,不能高于400℃,否则会发生严重的氧化,而且晶粒会长大!镁合金的热导率大,约为80W/(m·℃),几乎比钢的大一倍,同时由于镁合金密度小,热容量也小,接触模具后会很快降温,变形抗力上升,充模能力下降,因此镁合金适宜于等温锻压!超塑性成形超塑性成形是采用板材在超塑性条件下加工零件的工艺!一些变形镁合金在一定条件下具有超塑性,可以一次制成形状较复杂的零件!
镁合金零件机械加工的注意事项及安全操作规程机械加工过程中的不安全因素在对镁合金进行机械加工的过程中,产生的切屑和细粉末都有燃烧或爆炸的危险!在镁合金的加工过程中,使切屑升温到达闪点或燃烧的影响因素如下:a、加工速度与切削速率之间的关系。切削热的产生与切削速度呈同比例增长,相对温度越高,则着火的可能性越大!b、其他因素!进给速率或吃刀量太小;加工过程中的停顿时间过长;刀具的后角和容屑空间过小;在没有使用切削液的情况下采用了很高的切削速度;刀具与嵌套在铸件中的异种金属芯衬相撞时可能产生火花;镁切屑在机床周围或下方积聚等!

阳江熔铸镁合金锭_南京铸造镁合金锭_青岛博林特机械有限公司
机械加工的安全操作规程a、切削工具要保持锋利,并磨出较大的后角与离隙角;不允许使用钝的、粘有切屑的或破裂的刀具!b、一般情况下,尽量使用大进给量进行加工,避免使用微小的进给量,以产生较大厚度的切屑.c、不要让刀具中途停顿在工件上.d、使用微小切削量时,要使用矿物油冷却液来减少降温!e、如果镁合金零件中有钢铁芯衬时,要避免与刀具相碰产生火花。f、保持环境整齐、干净。g、严禁在加工工作区域内吸烟、生火、电焊等任何有火源性的操作行为!
温州轮毂价格_衢州轮毂生产厂家_青岛博林特机械有限公司
金华镁合金零件加工厂
2~≤0mm的板材;镁合金厚板是指厚度10mm的板材,铝合金厚板的定义为厚度0mm的板材!挤压成形大部分镁材是用挤压工艺生产的,产品有管、棒、形材,挤压都是在一定温度下进行!镁合金挤压工艺和装备与生产铝合金挤压材的相当!所有的变形镁合金都可以用于生产挤压材:用于挤压管材的有AZ31B、AZ61A、ZK10A等;用于生产棒材的主要有AZ31B、AZ61A、AZ80A、ZK10A、ZK30A、ZK60A等;用于生产型材的主要是AZ31B、AZ61A、AZ80A、ZK10A、ZK30A、ZK60A等!
目前,热挤压是变形镁合金的首要塑性变形加工工艺,与变形铝合金的挤压一样,镁合金挤压材可以正向挤压,也可以反向挤压,可以用单动挤压机生产,也可以用双动挤压机生产,可以用卧式挤压,也可以用立式挤压机。总之,凡是用于挤压-铝合金半成品的装备皆可用于生产镁合金材料,只不过工艺参数不同,配套设备与精整设备有所差异。在生产镁合金挤压材时主要采用正挤压法,反挤压法用的少!有时间或采用组合挤压法,即挤压初期用反挤压法,以消除正挤压时挤压筒与锭坯之间的摩擦,而后立即转为正挤压。
d、镁废屑存放要及时清理,设置长保存时限!e、工作区域内应存放足量黄砂以防灭火之用!轧制成形在室温下镁合金的塑性很低,不适宜冷轧,因此板带都在一定温度下进行热轧与温轧,生产厚板、薄带板.适于生产板带材的镁合金有镁-锰系合金(M2M、ME20M等),镁-铝-锌系合金(AZ31B等),镁-锂系合金(LA141等),以及纯镁等!镁及镁合金薄板是指厚度为0!8~10mm的板材,铝合金薄板为厚度≥0。
临沂镁合金零件加工公司_镇江镁合金零件表面处理_青岛博林特机械有限公司
镁合金牺牲阳极是危险品吗?
镁合金牺牲阳极不属于危险品.
镁合金由哪些元素组成?
镁,铝,锌,锰,铈,钍,锆,镉
镁合金一般主要元素是镁,再掺入少量的镁或是其它的金属材料来加强其硬度。因本身就是金属,其导热性能和强度尤为突出。铝镁合金质坚量轻、密度低、散热性较好、抗压性较强,能充分满足3C产品高度集成化、轻薄化、微型化、抗摔撞及电磁屏蔽和散热的要求。其硬度是传统塑料机壳的数倍,但重量仅为后者的三分之一,通常被用于中高档超薄型或尺寸较小的笔记本的外壳。
镁合金一般主要元素是镁,再掺入少量的镁或是其它的金属材料来加强其硬度。因本身就是金属,其导热性能和强度尤为突出。铝镁合金质坚量轻、密度低、散热性较好、抗压性较强,能充分满足3C产品高度集成化、轻薄化、微型化、抗摔撞及电磁屏蔽和散热的要求。其硬度是传统塑料机壳的数倍,但重量仅为后者的三分之一,通常被用于中高档超薄型或尺寸较小的笔记本的外壳。
钛镁合金是什么?
用钛镁合金吧,多达2米可以做一个小亮窗!钛镁合金门质量好材料硬度也不俗,颜色相对也好一些, 塑钢门易变性 4个角更容易开
镁合金表面脱脂的方法有哪些?
机械除锈,用于除去厚的氧化物和灰 尘,是一种快速处理方法,仅用于铸件毛坯,喷砂后会在表面留下砂粒,用硫酸 或硝酸浸渍清除。
镁合金板材怎么样晟雅镁合金?
东莞钜宝镁合金引荐用AZ31B镁合金1、镁合金板材——美国进口航空材料,牌号AZ31、AZ91、MB8。厚度为:0.5mm—200mm。2、镁合金棒材——规格为Φ10mm—158mm。其他规格需提早定做。
供应商信息