欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站
欢迎访问成都鼎明金属表面防腐喷涂有限公司的网站

- 公司名称:成都鼎明金属表面防腐喷涂有限公司
- 联系人:魏先生
- 手机:13880346848
- 公司地址:四川省成都市新都区
喷砂
- 您当前的位置:
- 首页>
- 产品中心 >喷砂 >成都喷砂加工_喷涂加工-成都鼎明金属表面防腐喷涂有限公司


- 产品名称:成都喷砂加工_喷涂加工-成都鼎明金属表面防腐喷涂有限公司
- 产品价格:40.00
- 产品数量:10000
- 保质/修期:30
- 保质/修期单位:年
- 更新日期:2021-07-23
产品说明
喷砂工艺的等级也即清洁度,代表性有两种:一种是美国85年制订“SSPC-”;第二种是瑞典76年制订的“Sa-”,它分为四个等级分别为SaSaSaSa3,为国际惯常通用标准,详细介绍如下:Sa1级——相当于美国SSPC—SP7级!采用一般简单的手工刷除、砂布打磨方法,这是四种清洁度中度低的一级,对涂层的保护仅仅略好于未采用处理的工件。Sa1级处理的技术标准:工件表面应不可见油污、油脂、残留氧化皮、锈斑、和残留油漆等污物.
Sa1级也叫做手工刷除清理级!(或清扫级)Sa2级——相当于美国SSPC—SP6级!采用喷砂清理方法,这是喷砂处理中低的一级,即一般的要求,但对于涂层的保护要比手工刷除清理要提高许多.Sa2级处理的技术标准:工件表面应不可见油腻、污垢、氧化皮、锈皮、油漆、氧化物、腐蚀物、和其它外来物质(疵点除外),但疵点限定为不超过每平方米表面的33%,可包括轻微阴影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点.

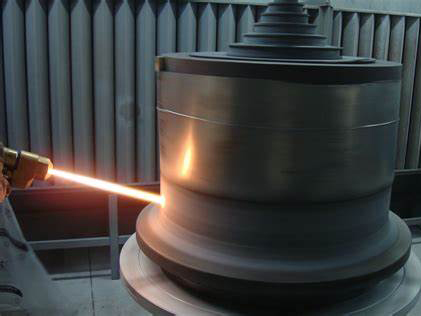
电弧热喷涂加工_热喷涂技术相关-成都鼎明金属表面防腐喷涂有限公司
成都喷砂加工
喷砂机工作时,禁止无关人员靠近.清扫和调整运转部位时,应停机进行.不准用压缩空气吹身上灰尘或开玩笑!工作完后,通风除尘设备应继续运转五分钟再关闭,以排出室内灰尘,保持场地清洁!发生人身、设备事故,应保护现场,并报告有关部门。喷砂前的处理阶段喷砂工艺前处理阶段是指对于工件在被喷涂、喷镀保护层之前,工件表面均应进行的处理!喷砂工艺前处理质量好坏,影响着涂层的附着力、外观、涂层的耐潮湿及耐腐蚀等方面!前处理工作做的不好,锈蚀仍会在涂层下继续蔓延,使涂层成片脱落。

成都热喷涂_热喷涂工艺相关-成都鼎明金属表面防腐喷涂有限公司
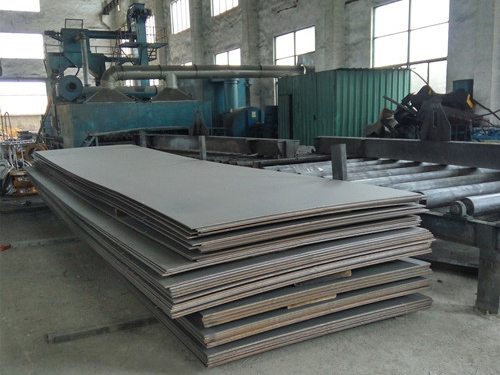
喷砂的应用范围:工件涂镀、工件粘接前处理喷砂能把工件表面的锈皮等一切污物清除,并在工件表面建立起十分重要的基础图式(即通常所谓的毛面),而且可以通过调换不同粒度的磨料,比如飞展磨料磨具的磨料达到不同程度的粗糙度,大大提高工件与涂料、镀料的结合力!或使粘接件粘接更牢固,质量更好。铸造件毛面、热处理后工件的清理与抛光喷砂能清理铸锻件、热处理后工件表面的一切污物(如氧化皮、油污等残留物),并将工件表面抛光提高工件的光洁度,能使工件露出均匀一致的金属本色,使工件外表更美观,好看!
如果工件原表面有凹痕,则轻微的锈蚀和油漆还会残留在凹痕底部。Sa2级也叫商品清理级(或工业级)。Sa5级——是工业上普遍使用的并可以作为验收技术要求及标准的级别.Sa5级也叫近白清理级(近白级或出白级)。Sa5级处理的技术标准:同Sa2要求前半部一样,但疵点限定为不超过每平方米表面的5%,可包括轻微暗影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点!Sa3级——相当于美国SSPC—SP5级,是工业上的高处理级别,也叫做白色清理级(或白色级)!
常见耐磨系数在60~75立方毫米!喷砂操作规程:工作前必须穿戴好防护用品,不准赤膀臂工作!工作时不得少于两人!储气罐、压力表、安全阀要定期校验!储气罐每两周排放一次灰尘,沙罐里的过滤器每月检查一次。检查通风管及喷砂机门是否密封。工作开始五分钟,须开动通风除尘设备,通风除尘设备失效时,禁止喷砂机工作!压缩空气阀要缓慢打开,气压不准超过0!8MPa。喷砂粒度应与工作要求相适应,一般在十至二十号之间适用,砂子应保持干燥!

表面喷锌工艺_喷锌设备相关-成都鼎明金属表面防腐喷涂有限公司
金刚砂喷砂磨料以优质金刚砂为原料采用现代新型独特工艺技术精制而成。金刚砂喷砂磨料具有研磨时间短,效率高,效益好,价格低的特点。该金刚砂产品硬度适中,韧性高,自锐性好,砂耗低且能回收循环利用,磨件光洁度好而且金刚砂化学成分稳定,耐磨、耐碱。该磨料介壳状断口,边角锋利,可在不断粉碎分级中形成新的棱角和边刃,使其研磨能力优于其它磨料。尤其是其具有的硬度高、比重大、化学性质稳定及其特有的自锐性等优点成为喷砂工艺用磨料的选择同时金刚砂更是喷砂除锈清理工件,研磨抛光的理想材料。
供应商信息